

Manufacturing technology of high-strength heat-resistant aluminum alloy forge piece
A manufacturing process, aluminum alloy technology, applied in the field of aluminum alloy ring forming and heat treatment process, can solve the problems of energy consumption, unqualified products, low radial elongation, etc., to improve heat resistance, consistent deformation, Deformation is fully uniform
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] Example 1: A high-strength heat-resistant 2219 aluminum alloy forging manufacturing process is as follows:
[0027] (1) Material preparation: Cut the 2219 aluminum alloy extruded round bar of H112 state (hot-worked state) Φ300 to 590±5mm according to the weight of the process requirements, and mark the end face of the billet with a marker pen before forging to distinguish the three parts during forging Direction, get raw materials;
[0028] (2) Heating: Put the raw material obtained in step (1) into a furnace at room temperature, raise the temperature to 530±5°C for 4 hours according to the power (≤150°C / h), then cool down to 490±5°C for 2 hours, and then hold for 2 hours for forging Pre-heating, and ensure the uniformity of the furnace temperature, so that the raw materials can be evenly heated;
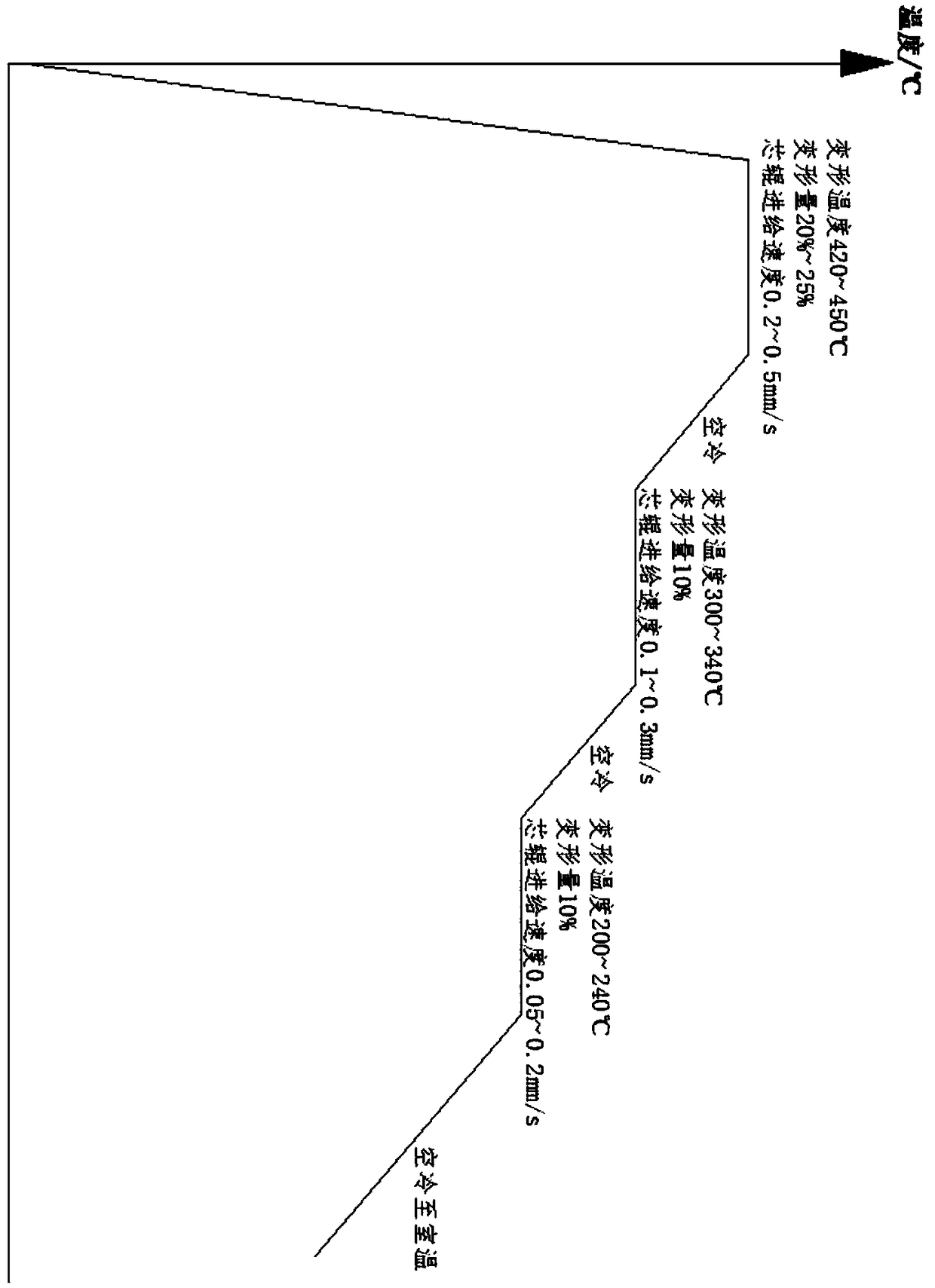
[0029] (3) Multi-axis forging: Forging the soaked raw materials obtained in step (2), keeping the initial forging temperature at 460-490°C and the final forging temperature ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More