

Method for partial plasma spraying of NiCrAlY coating on inner wall of aluminum alloy crankcase with boss, and application of method
A local plasma, aluminum alloy technology, applied in metal material coating process, coating, melt spraying and other directions, can solve the problem of increasing the difficulty of qualified coating, achieve high coating processing yield, meet the operation requirements, good quality The effect of antioxidant properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
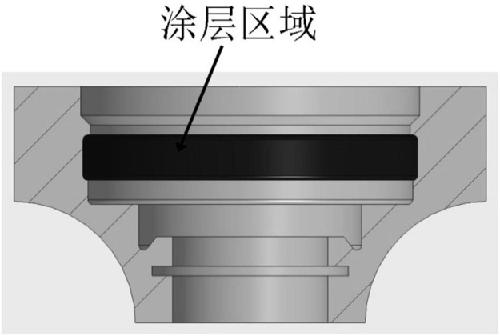
[0031] The present embodiment provides a kind of method for the local plasma spraying NiCrAlY coating on the inner wall of the aluminum alloy casing with the boss, comprising:
[0032] Step 1: Remove dust and oil from the casing surface.
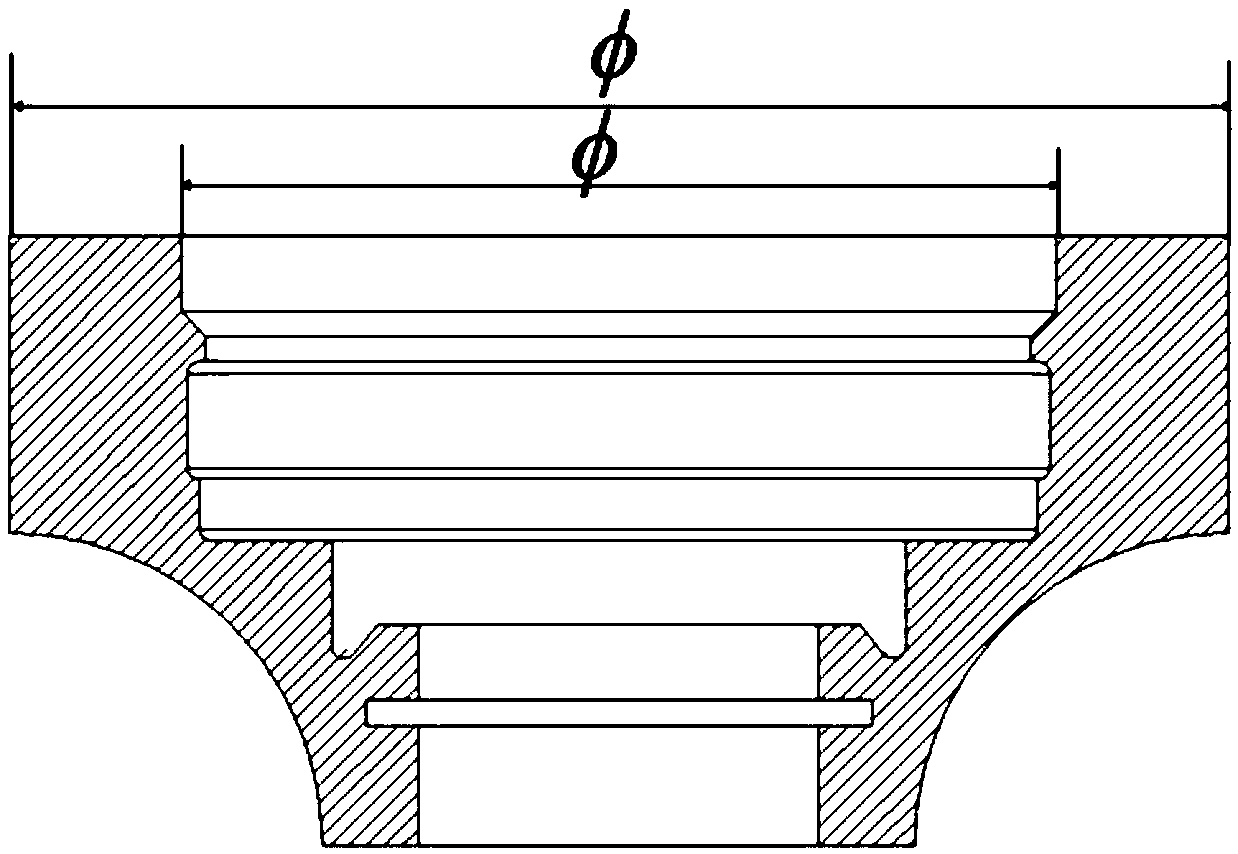
[0033] Step 2: Protect the non-painted parts of the casing with special metal protection tooling, and measure the original inner diameter of the area to be sprayed.
[0034] Step 3: Sand blast the area to be sprayed with 24# zirconium corundum. The sand blasting pressure is 0.35MPa, the sand blasting distance is 130mm, and the sand blasting angle is 40°. After the sand blasting is completed, use compressed air to blow off any remaining sand or dust.
[0035] Step 4: Put the sanded casing into the jig and fix it horizontally on the turntable. Install, adjust and fix the position of the cooling air duct. Use 2 air ducts, one for cooling the area to be sprayed on the inner wall of the casing, and the other for cooling the outer wall of the cas...
Embodiment 2
[0038] The present embodiment provides a kind of method for the local plasma spraying NiCrAlY coating on the inner wall of the aluminum alloy casing with the boss, comprising:
[0039] Step 1: Remove dust and oil from the casing surface.
[0040] Step 2: Protect the non-painted parts of the casing with special metal protection tooling, and measure the original inner diameter of the area to be sprayed.
[0041] Step 3: Sand blast the area to be sprayed with 24# zirconium corundum. The sand blasting pressure is 0.20MPa, the sand blasting distance is 100mm, and the sand blasting angle is 35°. After the sand blasting is completed, use compressed air to blow off any remaining sand or dust.
[0042]Step 4: Put the sanded casing into the jig and fix it horizontally on the turntable. Install, adjust and fix the position of the cooling air duct. Use 2 air ducts, one for cooling the area to be sprayed on the inner wall of the casing, and the other for cooling the outer wall of the casi...
Embodiment 3
[0045] The present embodiment provides a kind of method for the local plasma spraying NiCrAlY coating on the inner wall of the aluminum alloy casing with the boss, comprising:
[0046] Step 1: Remove dust and oil from the casing surface.
[0047] Step 2: Protect the non-painted parts of the casing with special metal protection tooling, and measure the original inner diameter of the area to be sprayed.
[0048] Step 3: Sand blast the area to be sprayed with 24# zirconium corundum. The sand blasting pressure is 0.30MPa, the sand blasting distance is 150mm, and the sand blasting angle is 60°. After the sand blasting is completed, use compressed air to blow off any remaining sand or dust.
[0049] Step 4: Put the sanded casing into the jig and fix it horizontally on the turntable. Install, adjust and fix the position of the cooling air duct. Use 2 air ducts, one for cooling the area to be sprayed on the inner wall of the casing, and the other for cooling the outer wall of the cas...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More