Design method of large-diameter thick-walled tube casting and extrusion compound forming mold cavity
A composite forming and design method technology, applied in the direction of metal extrusion die, metal extrusion mandrel, etc., can solve the problem of uneven microstructure of formed parts, and achieve uniform and compact internal structure, good plasticity and toughness, and excellent overall performance Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
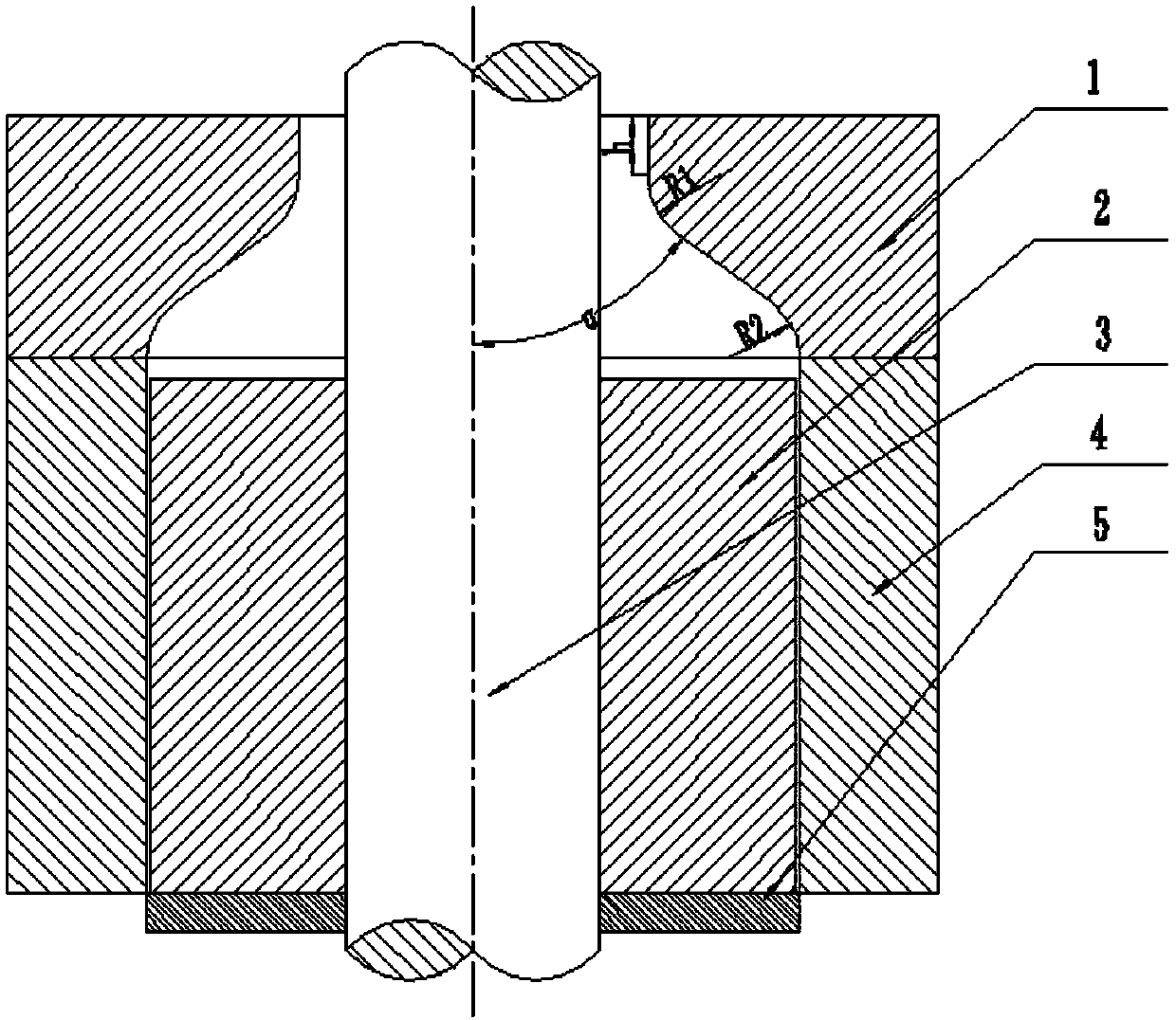
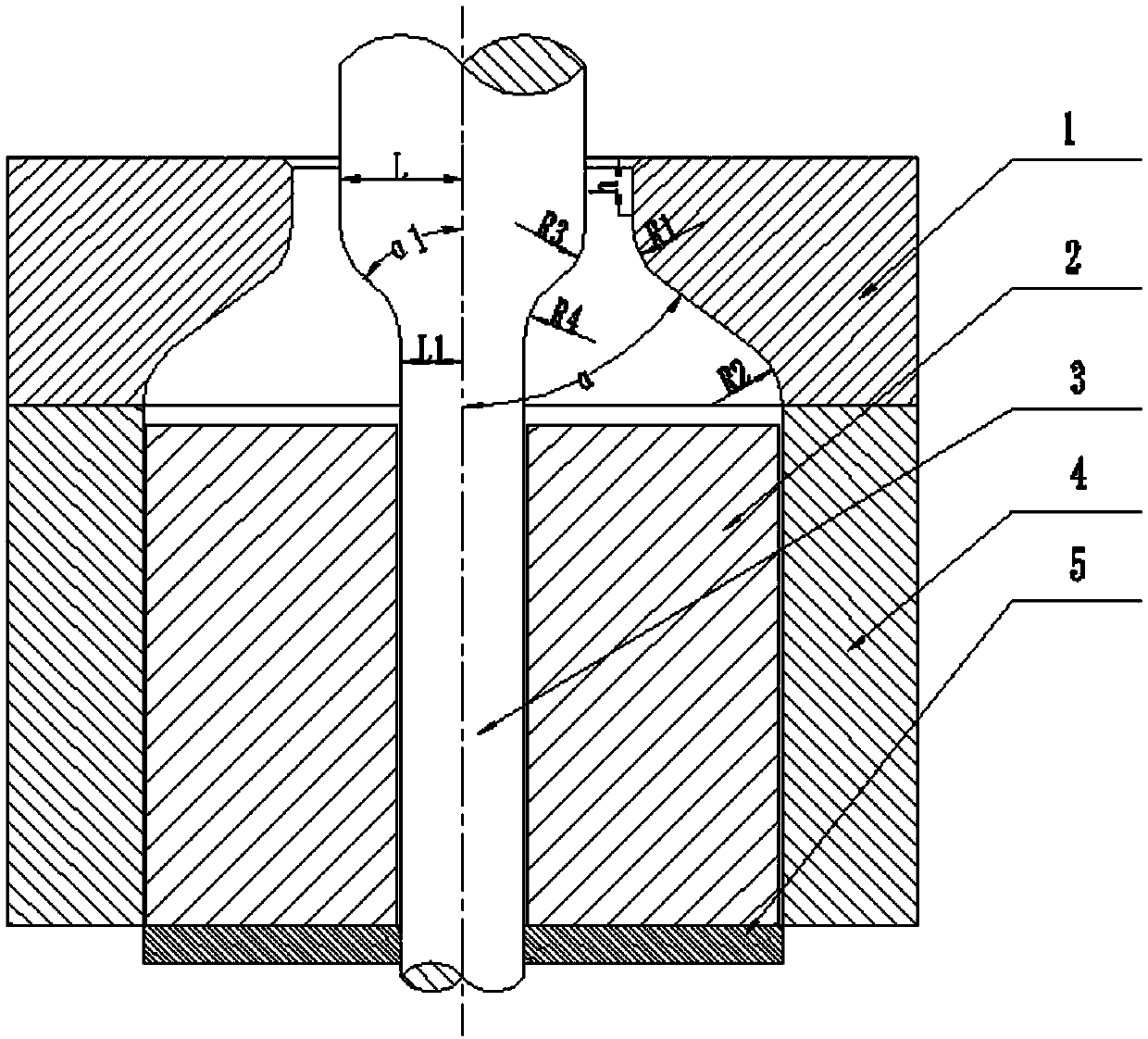
[0017] Such as figure 1 and figure 2 As shown, the figure includes extrusion die 1, billet 2, mandrel 3, extrusion cylinder 4 and punch 5. Taking the formed pipe fitting size φ720mm×100mm (wall thickness) as an example, a large-diameter thick-walled pipe casting The design method of the mold cavity of extrusion composite molding comprises the following steps:
[0018] 1) Determine the parameters of the extrusion model cavity, including: the half-angle angle α of the extrusion die cone surface is 54°, the length h of the sizing belt is 85mm, and the transition fillet radius R1 between the extrusion die cone surface and the sizing belt is 150mm , The radius R2 of the transition fillet between the extrusion die cone surface and the extrusion barrel wall is 160mm;
[0019] 2) Determine the transition position of the mandrel section to ensure that the inner and outer walls of the pipe end the plastic deformation at the same time;
[0020] 3) Determine the dimensional parameters...
Embodiment 2
[0022] Such as figure 1 and figure 2 As shown, the figure includes extrusion die 1, billet 2, mandrel 3, extrusion cylinder 4 and punch 5. Taking the formed pipe fitting size φ1067mm×52mm (wall thickness) as an example, a large-diameter thick-walled pipe casting The design method of the mold cavity of extrusion composite molding comprises the following steps:
[0023] 1) Determine the parameters of the extrusion model cavity, including: the half-angle angle α of the extrusion die cone surface is 53°, the length h of the sizing belt is 128mm, and the transition fillet radius R1 between the extrusion die cone surface and the sizing belt is 160mm , The radius R2 of the transition fillet between the extrusion die cone surface and the extrusion barrel wall is 160mm;
[0024] 2) Determine the transition position of the mandrel section to ensure that the inner and outer walls of the pipe end the plastic deformation at the same time;
[0025] 3) Determine the dimensional parameter...
Embodiment 3
[0027] Such as figure 1 and figure 2 As shown, the figure includes extrusion die 1, billet 2, mandrel 3, extrusion cylinder 4 and punch 5. Taking the formed pipe fitting size φ1300mm×85mm (wall thickness) as an example, a large-diameter thick-walled pipe casting The design method of the mold cavity of extrusion composite molding comprises the following steps:
[0028] 1) Determine the parameters of the extrusion model cavity, including: the half-angle angle α of the extrusion die cone surface is 55°, the length h of the sizing belt is 140mm, and the transition fillet radius R1 between the extrusion die cone surface and the sizing belt is 170mm , The radius R2 of the transition fillet between the extrusion die cone surface and the extrusion barrel wall is 160mm;
[0029] 2) Determine the transition position of the mandrel section to ensure that the inner and outer walls of the pipe end the plastic deformation at the same time;
[0030] 3) Determine the dimensional parameter...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



