

Casting method of hydraulic valve casting
A technology for hydraulic valves and castings, applied in casting molding equipment, casting molds, casting mold components, etc., can solve the problems of high scrap rate, difficulty in fast, accurate molding, and complex casting processes.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
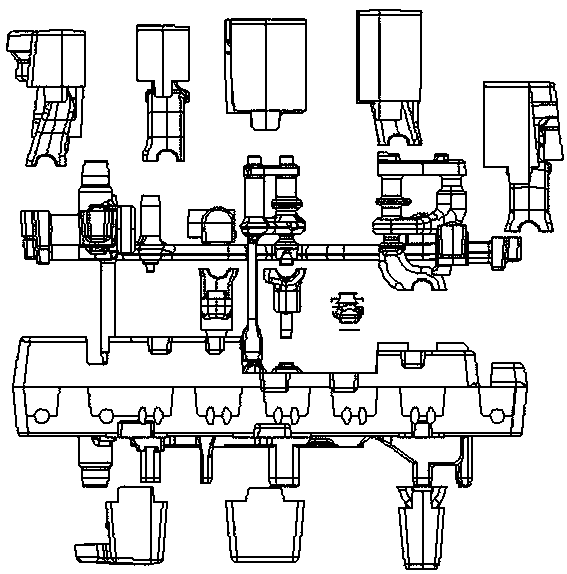
[0030] A casting method for hydraulic valve castings, such as Figure 2 to Figure 6 Shown include:
[0031] S01: Design the core including the hydraulic valve: design the casting process of the hydraulic valve through three-dimensional drawing software, and design the core of the hydraulic valve according to the casting process.
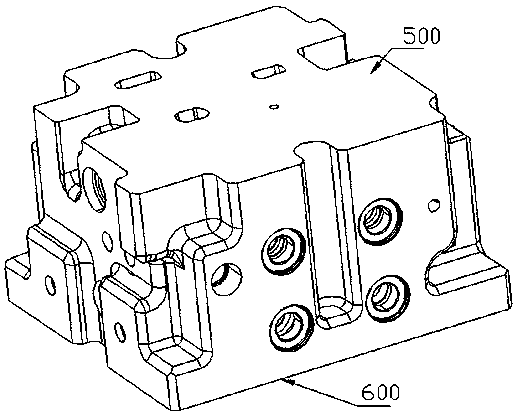
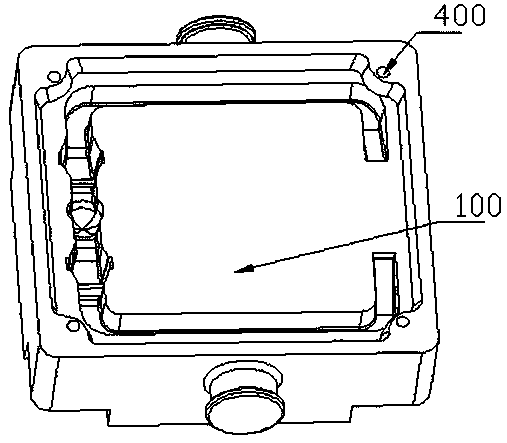
[0032] S02: If Figure 2-Figure 6 As shown, the bottom surface 600 of the hydraulic valve and the top surface 500 of the hydraulic valve are selected as the splitting surfaces of the core to split the core into a bottom core 100 , a middle core 200 and an upper cover core 300 .
[0033] The bottom core 100 includes all bottom surfaces and gating system structures of the hydraulic valve.
[0034] The intermediate core includes all external structures and intermediate inner cavity structures between the bottom surface and the top surface of the hydraulic valve. The middle core integrates all the internal cavity sand cores of the hydraulic valve and ...
Embodiment 2
[0048] A casting method for hydraulic valve castings, such as Figure 2 to Figure 6 Shown include:
[0049]S01: Design the core including the hydraulic valve: design the casting process of the hydraulic valve through three-dimensional drawing software, and design the core of the hydraulic valve according to the casting process.
[0050] S02: Select the bottom surface 600 of the hydraulic valve and the top surface 500 of the hydraulic valve as the splitting surfaces of the core to split the core into a bottom core 100 , a middle core 200 and an upper cover core 300 .
[0051] The bottom core 100 includes all bottom surfaces and gating system structures of the hydraulic valve.
[0052] The intermediate core includes all external structures and intermediate inner cavity structures between the bottom surface and the top surface of the hydraulic valve. The middle core integrates all the internal cavity sand cores of the hydraulic valve and all structures and external structures o...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
| Granularity | aaaaa | aaaaa |
| Granularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More