

Rolling forming method for disc-type section forging
A forming method and disc type technology, applied in the field of forging, can solve the problems of low material utilization rate, long manufacturing cycle, large forging size, etc., and achieve the effect of improving service life and comprehensive performance, improving material utilization rate and short manufacturing cycle.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0018] The present invention proposes a rolling forming method for forgings with a disk-like section with a height-to-diameter ratio of less than 0.3 on the basis of comprehensively analyzing the structural characteristics of the forgings. Utilizing the characteristics of rapid continuous small deformation of rolling, small tonnage equipment is used to manufacture forgings that can only be forged by large tonnage hydraulic presses.
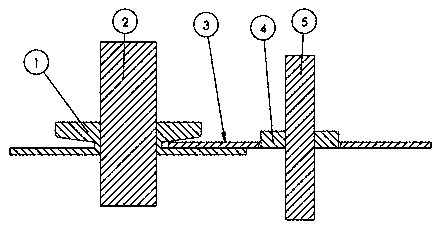
[0019] like figure 2 Shown, the rolling forming method of forgings with disc-like cross-section, the steps are as follows:
[0020] The first step: first heat the alloy ingot to 1150-1180°C, and then improve the as-cast structure of the alloy ingot by upsetting and elongating; then carry out punching and reaming to produce a thickness equal to 1 / 2 of the final height. the annular slab 3;
[0021] Step 2: Put the annular slab 3 into the furnace and heat it to 1150-1180°C, take out the annular slab 3 and put it on the ring rolling machine; put th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More