

Pouring exhaust system of automobile component die-casting die and arrangement method
An exhaust system and die-casting mold technology, applied in the field of casting molds, can solve problems such as bulges on the surface of die-casting parts, and achieve the effects of avoiding gas engulfment in aluminum liquid, reducing the tendency of pores, and ensuring quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] The present invention will be further described below in conjunction with the accompanying drawings.
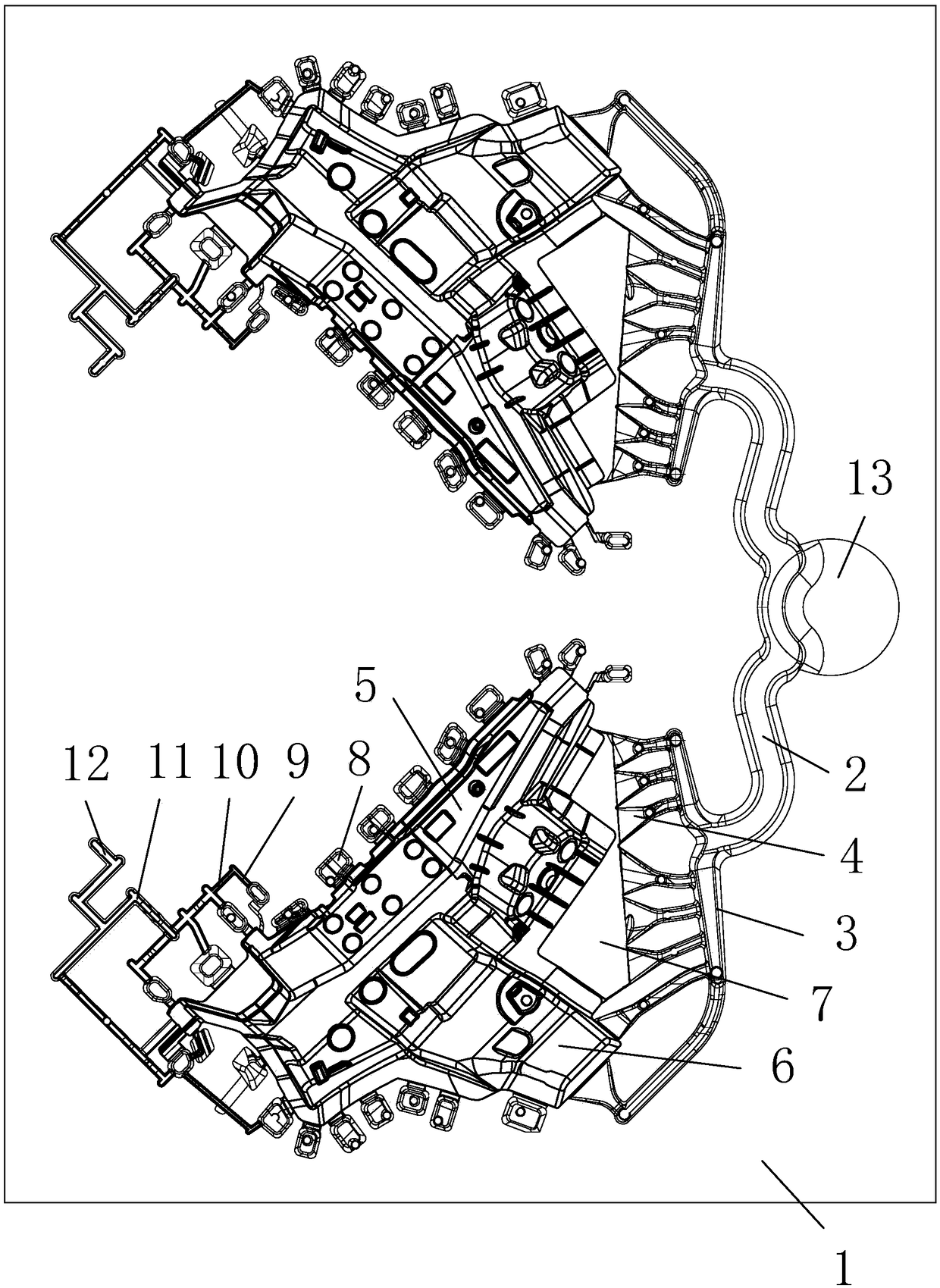
[0018] as attached figure 1 Shown: a pouring exhaust system for a die-casting mold of an automobile component, including: a die-casting mold body 1, at least one of which is arranged in the die-casting mold body 1 and is provided with a sprue 2, a runner 3, and seven ingates 4 The mold cavity; the mold cavity includes: a main body cavity 5, a side body cavity 6 communicated with one side of the body cavity 5, and an auxiliary cavity whose inner end communicates with one end of the body cavity 5, one side of the body cavity 5, and one side of the side body cavity 6, respectively. Inlet cavity 7, twenty-three slag cavity 8; the inner end of ingate 4 communicates with the outer end of side body cavity 6 or the outer end of auxiliary inflow cavity 7; the thickness of auxiliary inflow cavity 7 is 1 / 2 0.8 times; the thickness of ingate 4 is equal to the thickness of auxili...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More