

Forming grinding method of turbine long shaft spline teeth
A technology of forming grinding and spline teeth, which is applied in the direction of gear teeth, grinding machine parts, grinding/polishing equipment, etc. Effect of Surface Roughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0033] Example: Form grinding of involute spline straight teeth of turbine long axis parts of an aero-engine
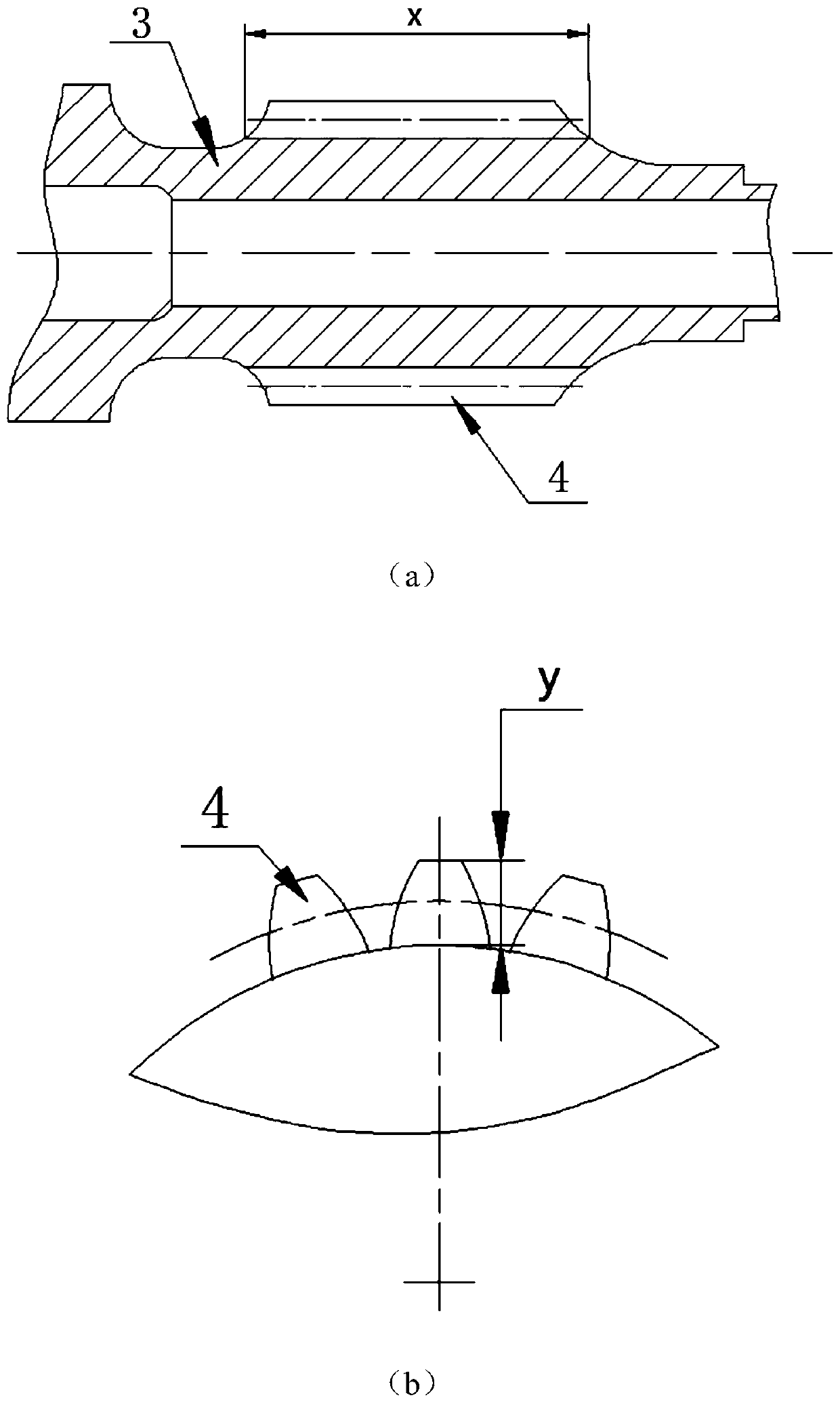
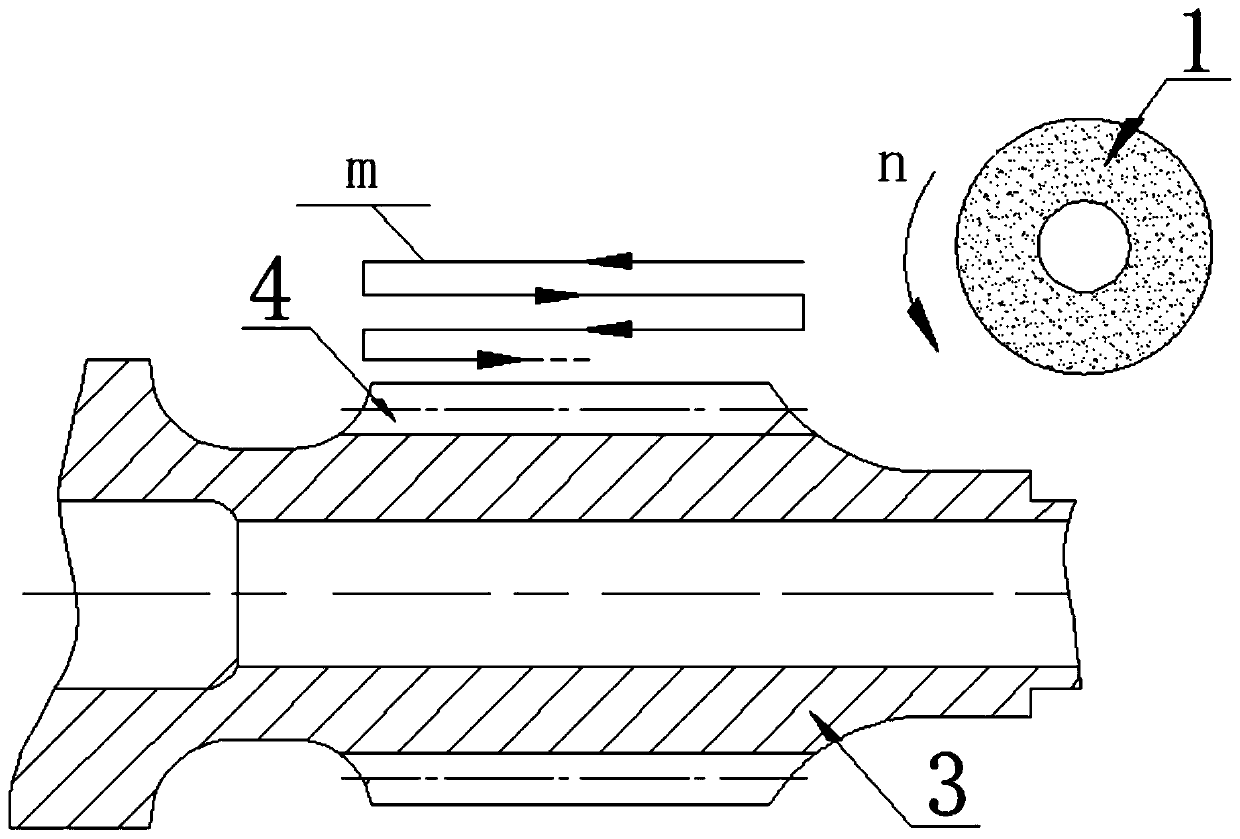
[0034] The long shaft part of the engine turbine is made of high-temperature alloy GH4169, which is a difficult-to-machine material. Such asfigure 1 , the axial length of the straight involute spline tooth to be processed is 100mm; the machining allowance on one side of a single involute spline tooth is 3.5mm (that is, the radius difference between the tooth top and the tooth root); the number of teeth is 41 1; Tooth profile accuracy ≤ 0.01mm, tooth direction accuracy ≤ 0.008mm, tooth surface roughness Ra ≤ 0.8.
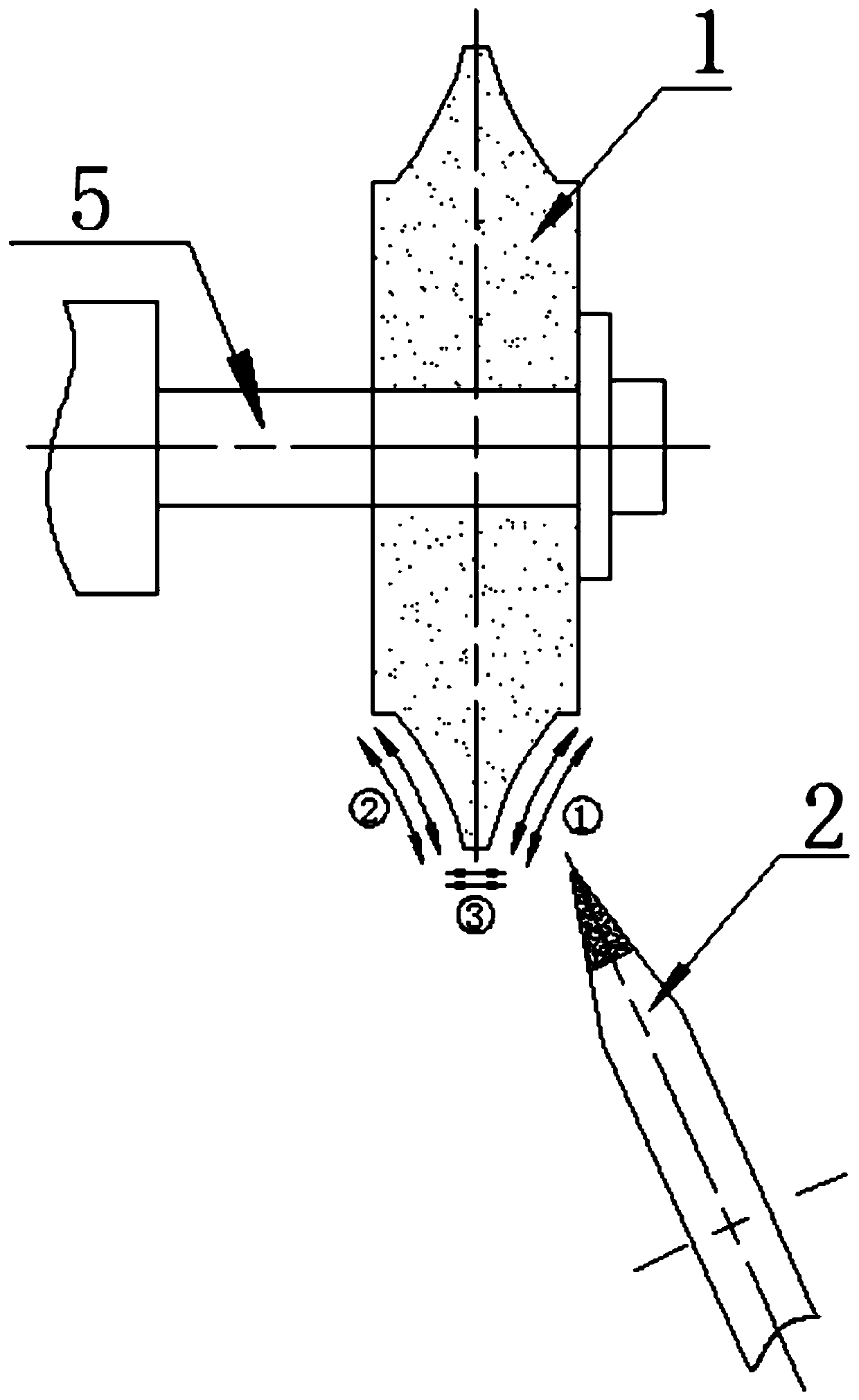
[0035] Based on the above description of the straight spline teeth of the parts, the spline teeth are processed according to the following steps. Including: the selection of grinding wheel materials and abrasives, the dressing method and dressing parameters of the grinding wheel, the processing stage and allowance distribution of the spline teeth of the par...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More