A kind of injection blow molding method of teee bellows
A technology of injection blow molding and bellows, which is applied in the field of injection blow molding of TEEE bellows, which can solve the problems of incorrect wall thickness control point, corrugated blowing of tube blank, and corrugated rupture of products, etc. The effect of reducing material waste and reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] Attached below Figures 1 to 7 Embodiments of the present invention will be further described.
[0030] A kind of injection blow molding method of TEEE bellows, comprises the steps:
[0031] Step 1. Tube blank forming: inject TEEE tube material into tube blank, and control the molding temperature to 245℃~280℃;
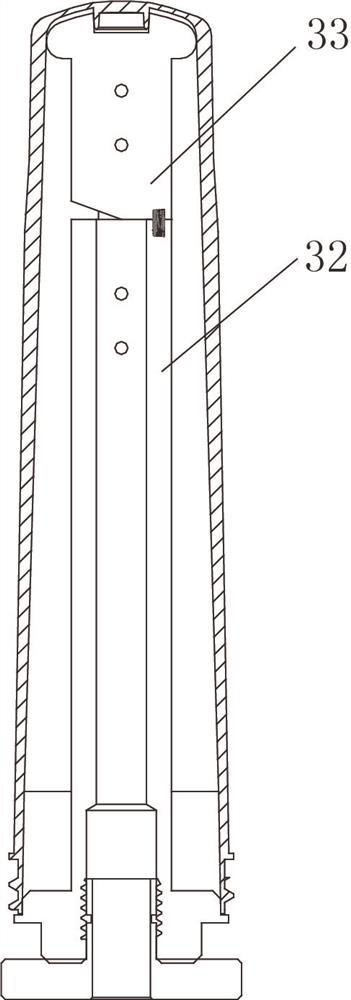
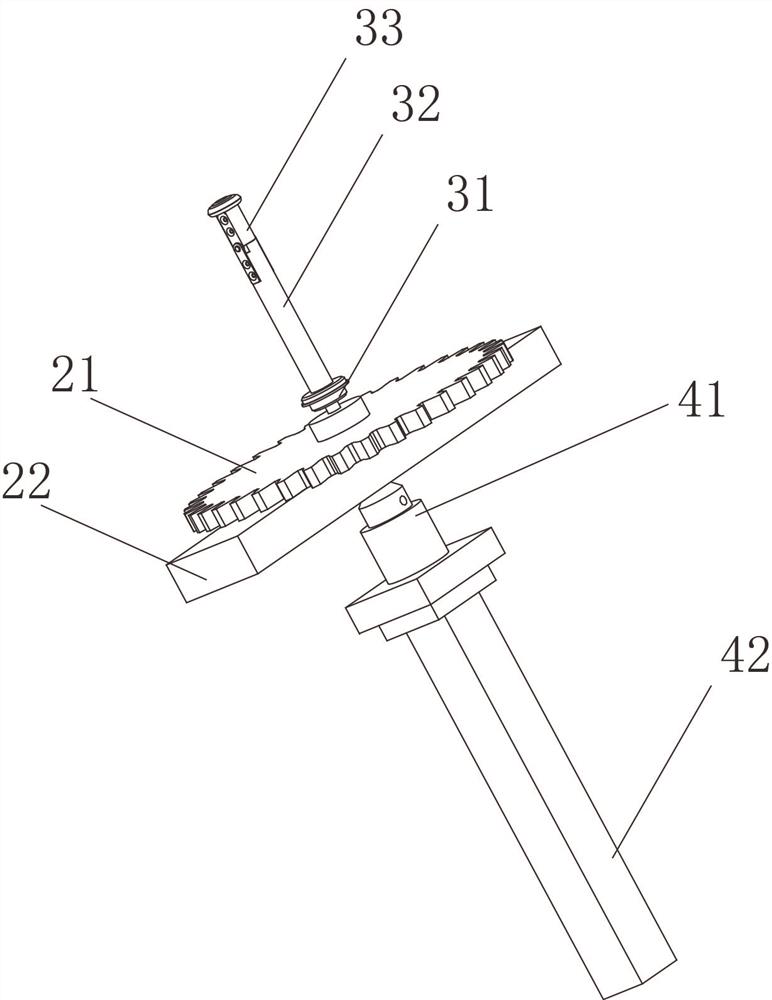
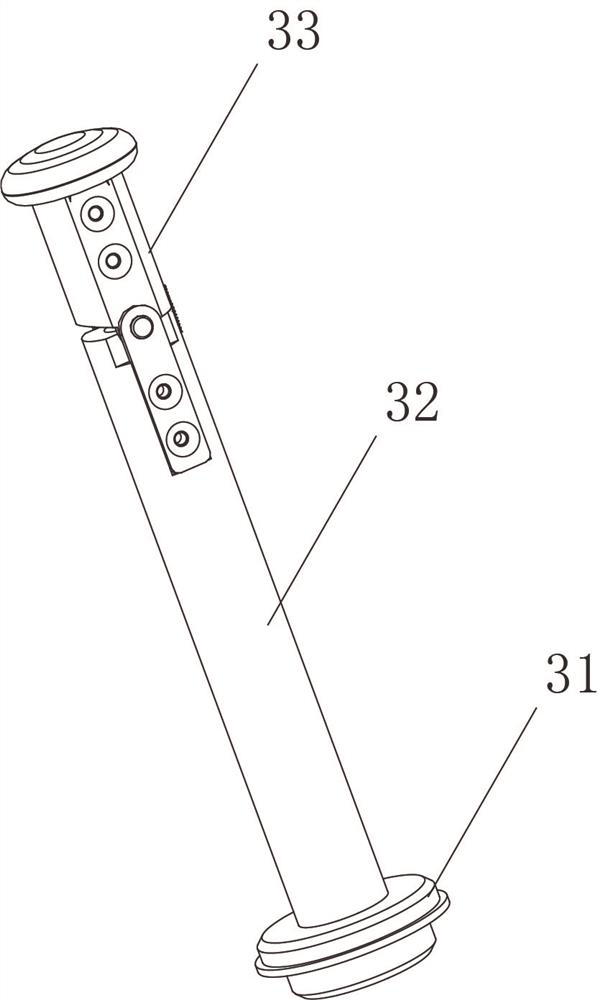
[0032] Step 2, tube blank softening: After demoulding the tube blank in step 1, put it into the blow molding tool through the automatic feeding mechanism, so that the tube blank is placed on the mandrel assembly on the top of the molding tool, and it is located in the circumferential direction of the mandrel assembly. The infrared tube heats the tube blank installed outside the blow molding tooling. The molding tooling includes a driven plate 21 and a support seat 22. The driven plate 21 is movably arranged on the support seat 22, and rotates on the support seat 22 by driving the chain, thereby Drive the tube blank set outside the mandrel assembly to rotate an...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More