

Hot-work die steel and heat treatment method thereof
A heat treatment method and technology for hot work die steel, applied in the direction of improving energy efficiency and process efficiency, etc., can solve the problems of grain coarsening, toughness decrease, and low potential for high temperature strength of hot work die steel. Small grain size, improved high temperature strength, good tempering stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0065] This embodiment provides a heat treatment method for hot work die steel. The die steel used in this embodiment is heat-resistant and wear-resistant steel 25Cr3Mo2WNiVNb with a specification of φ20×100 mm.
[0066] The heat treatment method comprises the steps of:
[0067] 1) Place the mold steel in the induction coil, heat up to 1100°C in 6 minutes, and keep it warm for 6 minutes;
[0068] 2) Cool the mold steel after heat preservation to about 150°C and take it out;
[0069] 3) Tempering the quenched die steel at 640° C. for 4 hours.
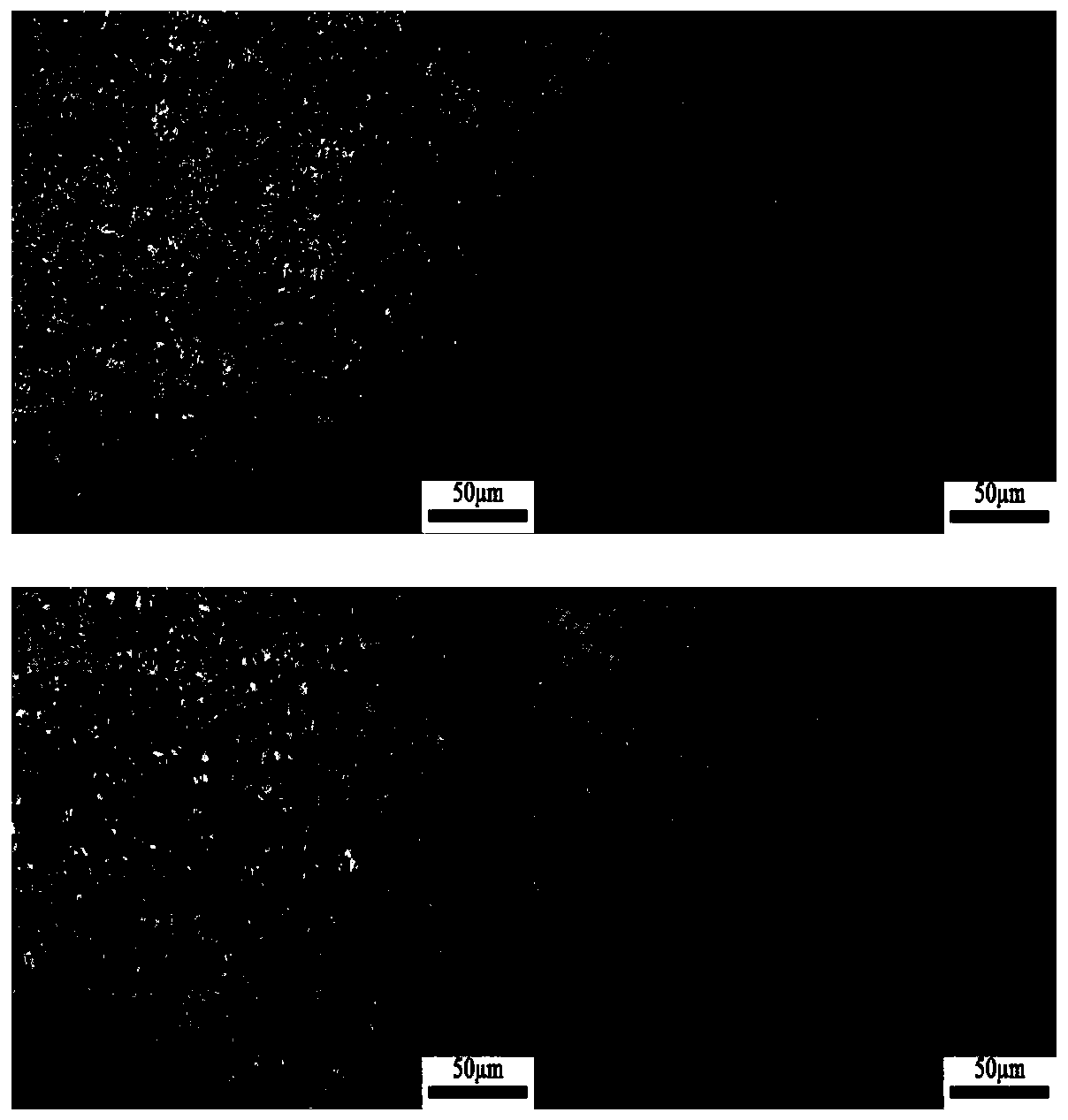
[0070] The metallographic structure after tempering is as figure 1 (a) shown.
[0071] Wherein, described steel 25Cr3Mo2WNiWVNb is prepared by following method:
[0072] ①Through vacuum melting technology, according to the mass percentage of components: C: 0.25-0.32wt%; Cr: 2.5-3.2wt%; Mo: 1.6-2.5wt%; W: 0.2-1.0wt%; Ni: 0.5-1.5wt% ; V: 0.2-1.0wt%; Nb: ≤0.1wt%; Si: ≤0.1wt%; Then it is forged into an electrode rod in a forging furnac...
Embodiment 2
[0077] This embodiment provides a heat treatment method for hot work die steel. The die steel used in this embodiment is heat-resistant and wear-resistant steel 25Cr3Mo2WNiVNb with a specification of φ20×100 mm (prepared by the method disclosed in Embodiment 1).
[0078] The heat treatment method comprises the steps of:
[0079] 1) Place the mold steel in the induction coil, heat up to 1150°C in 6 minutes, and keep it warm for 3 minutes;
[0080] 2) Cool the mold steel after heat preservation to about 150°C and take it out;
[0081] 3) Tempering the quenched die steel at 640° C. for 4 hours.
[0082] The metallographic structure after tempering is as figure 1 (b) shown.
Embodiment 3
[0084] This embodiment provides a heat treatment method for hot work die steel. The die steel used in this embodiment is heat-resistant and wear-resistant steel 25Cr3Mo2WNiVNb with a specification of φ40×100 mm (prepared by the method disclosed in Embodiment 1).
[0085] The heat treatment method comprises the steps of:
[0086] 1) Place the mold steel in the induction coil, heat up to 1100°C in 10 minutes, and keep it warm for 3 minutes;
[0087] 2) Cool the mold steel after heat preservation to about 150°C and take it out;
[0088] 3) Tempering the quenched die steel at 640° C. for 4 hours.
[0089] The metallographic structure after tempering is as figure 1 (c) shown.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More