

Integrated forming die and method of fiber-metal super-hybrid T-shaped reinforcing rib structure
A fibrous metal and ultra-hybrid technology, applied in chemical instruments and methods, household appliances, and other household appliances, can solve the problems of unfavorable civil transportation tools such as efficient integrated molding, and achieve high production efficiency.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
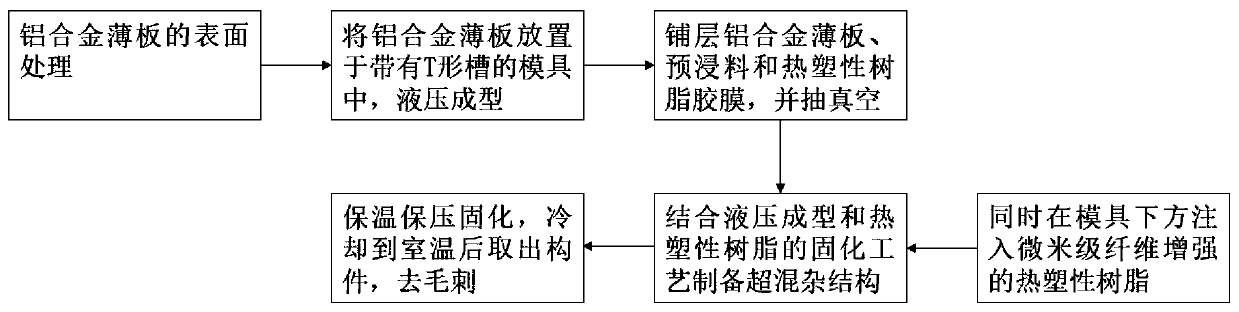
[0037] The first step is aluminum alloy thin plate (AA7475-T6, 0.4mm×250mm×250mm) blank preparation and surface treatment. The aluminum alloy surface treatment method includes two steps: the first step is the surface nano treatment, including: (1) alkali washing: NaOH and Na 2 CO 3 Each 30g / L mixed solution, the temperature is 50-60°C, the treatment time is 0.5-1min, and the tap water is rinsed for 2-5min; (2) pickling: HNO 3 The concentration is 300-500g / L, the treatment time is 2-5min, rinse with tap water for 2-5min; (3) 25% ammonia solution, the treatment time is 20min; the second step is nitrogen plasma surface treatment, where the voltage is 5000w, nitrogen gas flow The temperature is 600sccm, the temperature is 40°C, the working vacuum is 30Pa, and the processing time is 10min;
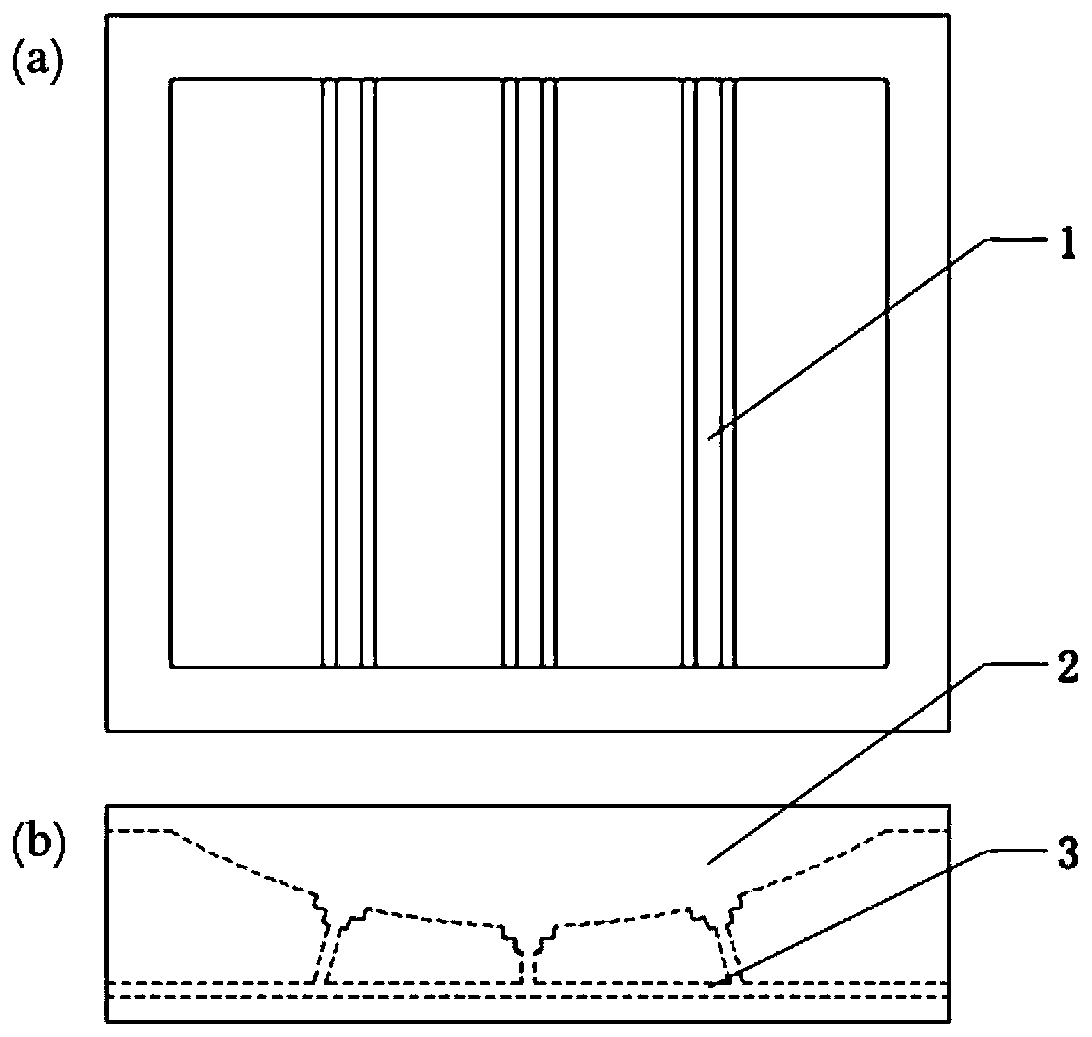
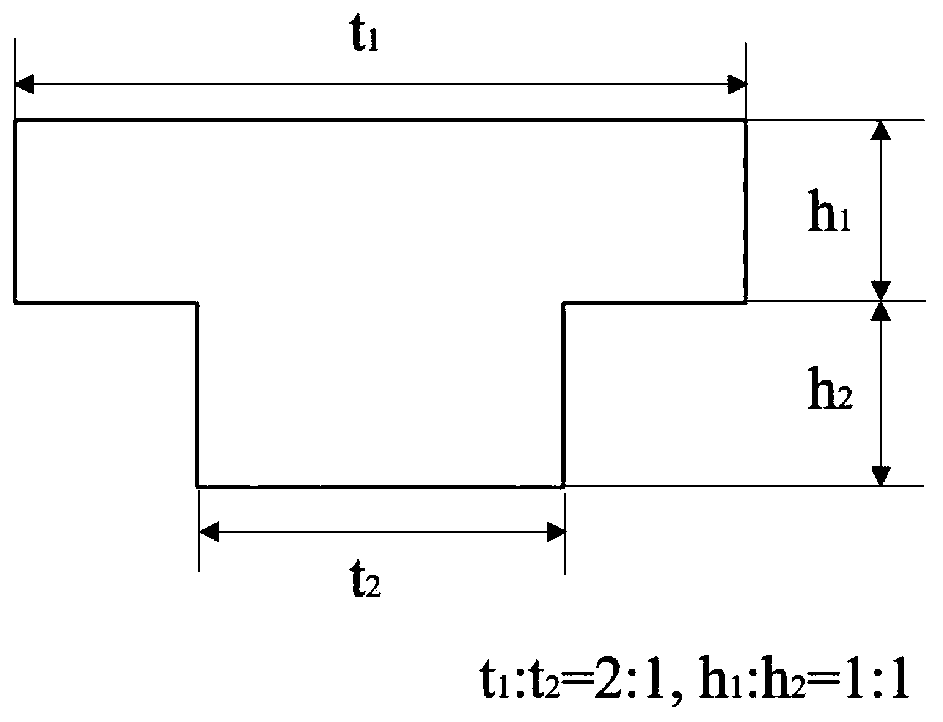
[0038] In the second step, a surface-treated aluminum alloy sheet is placed in a mold with a T-shaped groove (width 2.5mm). The length of the T-shaped reinforcement is the same, the bottom o...
Embodiment 2
[0044] The first step is aluminum alloy thin plate (AA2024-T3, 0.3mm×200mm×200mm) blank preparation and surface treatment. The aluminum alloy surface treatment method includes two steps: the first step is the surface nano treatment, including: (1) alkali washing: NaOH and Na 2 CO 3 Each 30g / L mixed solution, the temperature is 50-60°C, the treatment time is 0.5-1min, and the tap water is rinsed for 2-5min; (2) pickling: HNO 3 The concentration is 300-500g / L, the treatment time is 2-5min, rinse with tap water for 2-5min; (3) 25% ammonia solution, the treatment time is 20min; the second step is nitrogen plasma surface treatment, where the voltage is 5000w, nitrogen gas flow The temperature is 600sccm, the temperature is 40°C, the working vacuum is 30Pa, and the processing time is 10min;
[0045] In the second step, a surface-treated aluminum alloy sheet is placed in a mold with a T-shaped groove (width 2mm). The length of the shaped reinforcement is the same, the bottom of th...
Embodiment 3
[0051] The first step is aluminum alloy thin plate (AA6061-T6, 0.5mm×300mm×300mm) blank preparation and surface treatment. The aluminum alloy surface treatment method includes two steps: the first step is the surface nano treatment, including: (1) alkali washing: NaOH and Na 2 CO 3 Each 30g / L mixed solution, the temperature is 50-60°C, the treatment time is 0.5-1min, and the tap water is rinsed for 2-5min; (2) pickling: HNO 3 The concentration is 300-500g / L, the treatment time is 2-5min, rinse with tap water for 2-5min; (3) 25% ammonia solution, the treatment time is 20min; the second step is nitrogen plasma surface treatment, where the voltage is 5000w, nitrogen gas flow The temperature is 600sccm, the temperature is 40°C, the working vacuum is 30Pa, and the processing time is 10min;
[0052] In the second step, a surface-treated aluminum alloy sheet is placed in a mold with a T-shaped groove (width 3mm). The length of the shaped reinforcement is the same, the bottom of th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More