

A kind of nb, v composite 700mpa grade high-strength anti-seismic reinforcement steel and its production method
A technology of seismic reinforcement and production method, which is applied in the field of Nb, V composite 700MPa grade high-strength seismic reinforcement steel, can solve the problems of low strength of seismic reinforcement steel, and achieves the effect of facilitating pouring, avoiding overoxidation and preventing secondary pollution.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
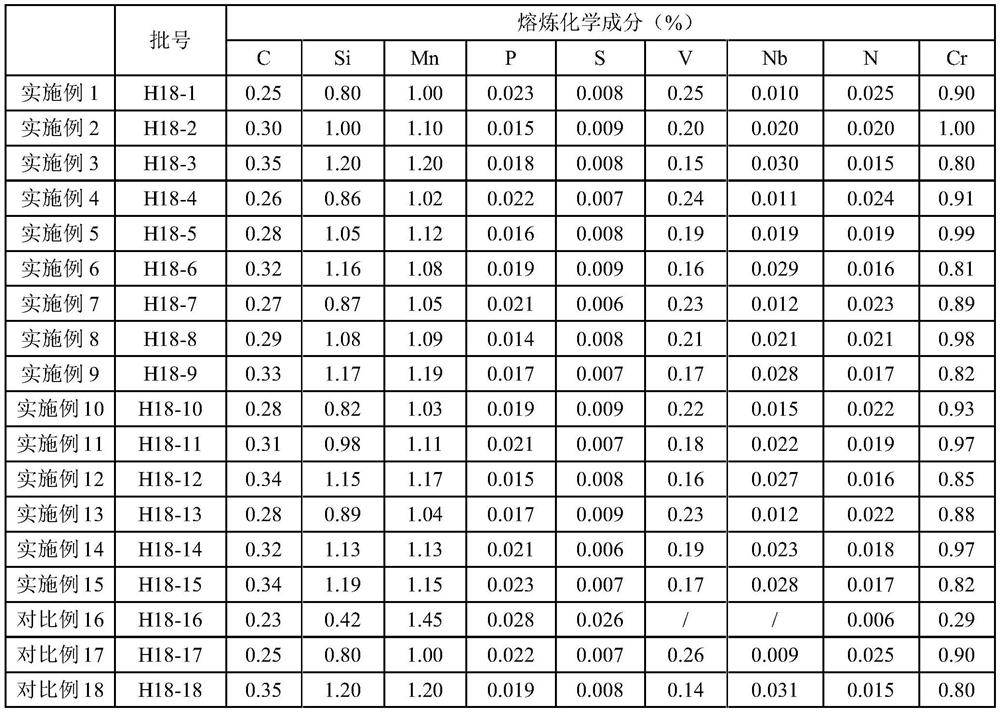
[0068] The main chemical composition and mass percentage of a 700MPa grade hot-rolled ribbed high-strength steel in this embodiment are shown in Example 1 in Table 1.
[0069] A kind of processing method of 700MPa level hot-rolled ribbed high-strength steel bar of the present embodiment comprises the following steps:
[0070] S1. Converter or electric arc furnace steelmaking, converter or electric arc furnace end point C ≥ 0.05%, P, S ≤ 0.015%, and slag blocking tapping; when tapping 1 / 4 of the steel, first add deoxidizer for deoxidation, after deoxidation is completed Add Nb iron and VN alloy, and finish adding when 3 / 4 of the steel is tapped, and the tapping temperature is 1710°C.
[0071] S2. The ladle is blown with argon for 5 minutes; the composition and temperature of the molten steel in the upper and lower parts of the ladle are uniform to ensure the uniformity and stability of the performance of the steel bar.
[0072] S3, LF furnace refining, blowing argon into the L...
Embodiment 2
[0080] The main chemical components and mass percentages of a 700MPa-grade hot-rolled ribbed high-strength steel in this embodiment are shown in Example 2 in Table 1.
[0081] A kind of processing method of 700MPa level hot-rolled ribbed high-strength steel bar of the present embodiment comprises the following steps:
[0082] S1. Converter or electric arc furnace steelmaking, converter or electric arc furnace end point C ≥ 0.05%, P, S ≤ 0.015%, and slag blocking tapping; when tapping 1 / 4 of the steel, first add deoxidizer for deoxidation, after deoxidation is completed Add Nb iron and VN alloy, and finish adding when 3 / 4 of the steel is tapped, and the tapping temperature is 1705°C.
[0083] S2. The ladle is blown with argon, and the argon blowing time is 6 minutes; the composition and temperature of the molten steel in the upper and lower parts of the ladle are uniform, so as to ensure the uniformity and stability of the performance of the steel bar.
[0084] S3, LF furnace ...
Embodiment 3
[0092] The main chemical components and mass percentages of the 700MPa grade hot-rolled ribbed high-strength steel of this embodiment are shown in Example 3 in Table 1.
[0093] A kind of processing method of 700MPa level hot-rolled ribbed high-strength steel bar of the present embodiment comprises the following steps:
[0094] S1. Converter or electric arc furnace steelmaking, converter or electric arc furnace end point C ≥ 0.05%, P, S ≤ 0.015%, and slag blocking tapping; when tapping 1 / 4 of the steel, first add deoxidizer for deoxidation, after deoxidation is completed Add Nb iron and VN alloy, and finish adding when 3 / 4 of the steel is tapped, and the tapping temperature is 1700°C.
[0095] S2. The ladle is blown with argon for 5 minutes; the composition and temperature of the molten steel in the upper and lower parts of the ladle are uniform to ensure the uniformity and stability of the performance of the steel bar.
[0096] S3, LF furnace refining, blowing argon into the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More