

Edge covering device and method applied to glass
A hemming device and hemming technology, applied in the coating and other directions, can solve the problems of long waiting time for demoulding, tearing of the edging material, low efficiency of mold use, etc., and achieve rapid curing and rapid demoulding, high efficiency High and practical effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0046] In order to make the object, technical solution and advantages of the present invention clearer, the implementation manner of the present invention will be further described in detail below in conjunction with the accompanying drawings.
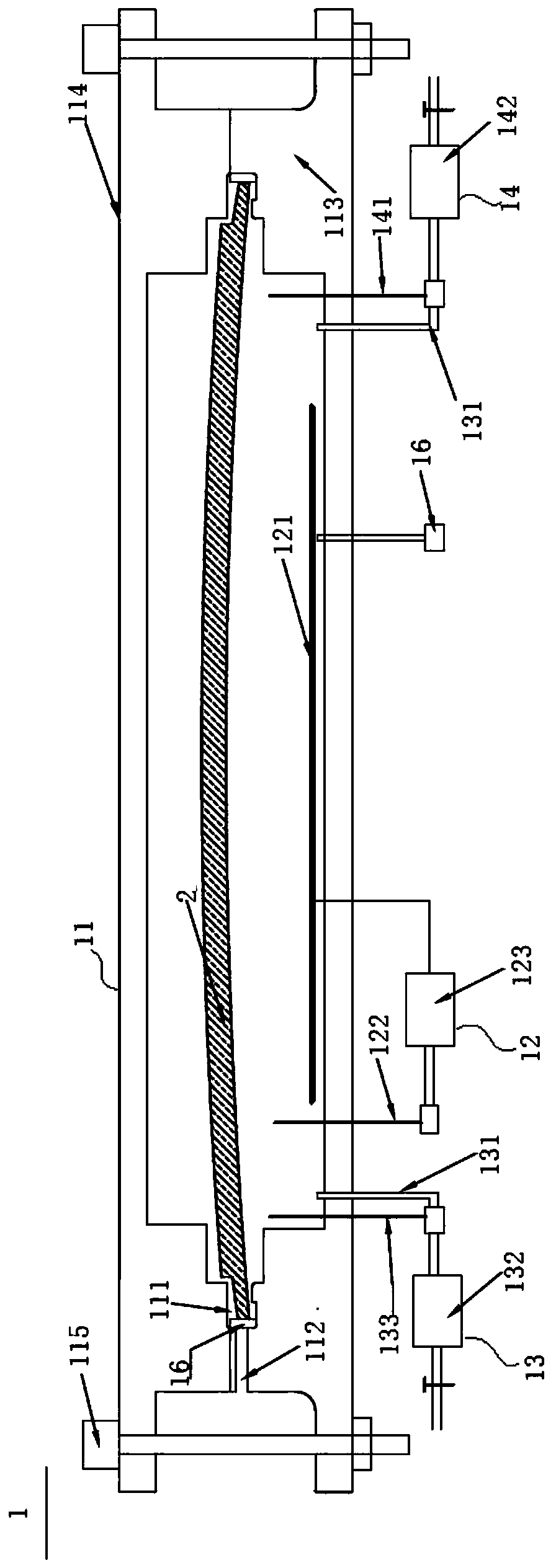
[0047] In an embodiment of the present invention, please refer to figure 1 , which shows a schematic structural view of an edge wrapping device 1 applied to glass according to an embodiment of the present invention. The hemming device 1 applied to glass includes a mold 11, a temperature control system 12, a pressure control system 13 and a displacement control system 14, wherein:
[0048] The mold 11 has a mold cavity 111 and at least one glue injection hole 112 communicating with the mold cavity 111. The mold 11 is used to place the edge wrapping substrate 2. The edge wrapping substrate 2 can be flat laminated glass or curved laminated glass. Glass, but not limited to. And when the edge-wrapping base material 2 is placed in the mold...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More