

Supervision data generation device and supervision data generation method
A data generation and data technology, applied in the direction of length measuring device, reasoning method, database update, etc., can solve the problems of controlling interference, finding control rules, and difficult to achieve control accuracy, so as to achieve the effect of realizing control and high-precision control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0039] First, the basic concept included in this embodiment will be described.
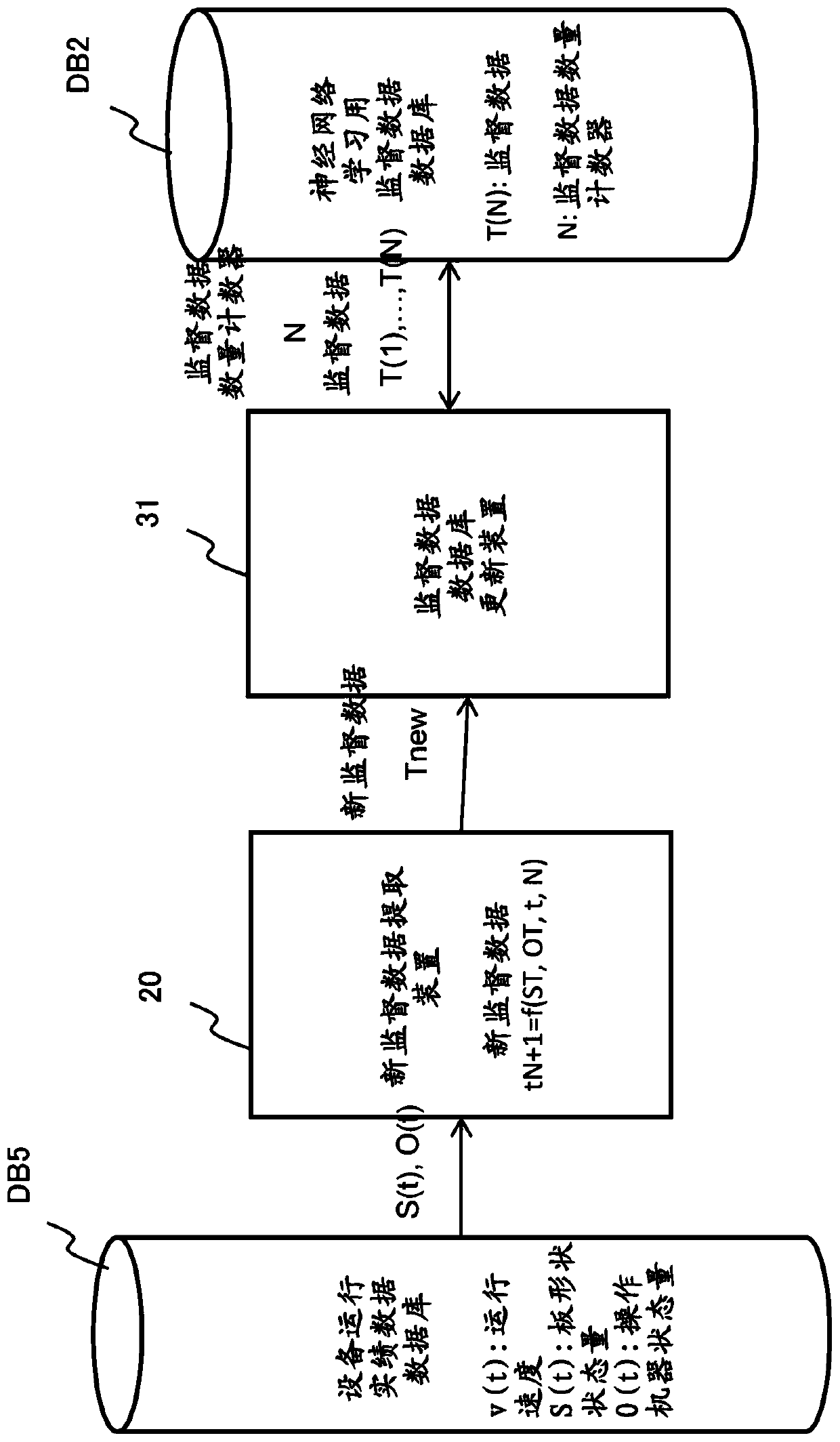
[0040] In equipment control, actual phenomena that cannot be modeled, operator's skills based on past experience, etc. are included in past operation performance data of equipment. Therefore, it is effective for optimum facility control to collect past facility operation performance data, extract control rules offline, and perform learning using the extracted control rules as supervisory data. The control rule is information that associates shape output (state quantity) with operation (operation quantity). Here, the implementation procedure for applying the result of offline AI machine learning to an actual machine using supervisory data generated based on pre-accumulated past facility operation performance data is shown below.
[0041] (1) Collect the operation actual performance data of the equipment.
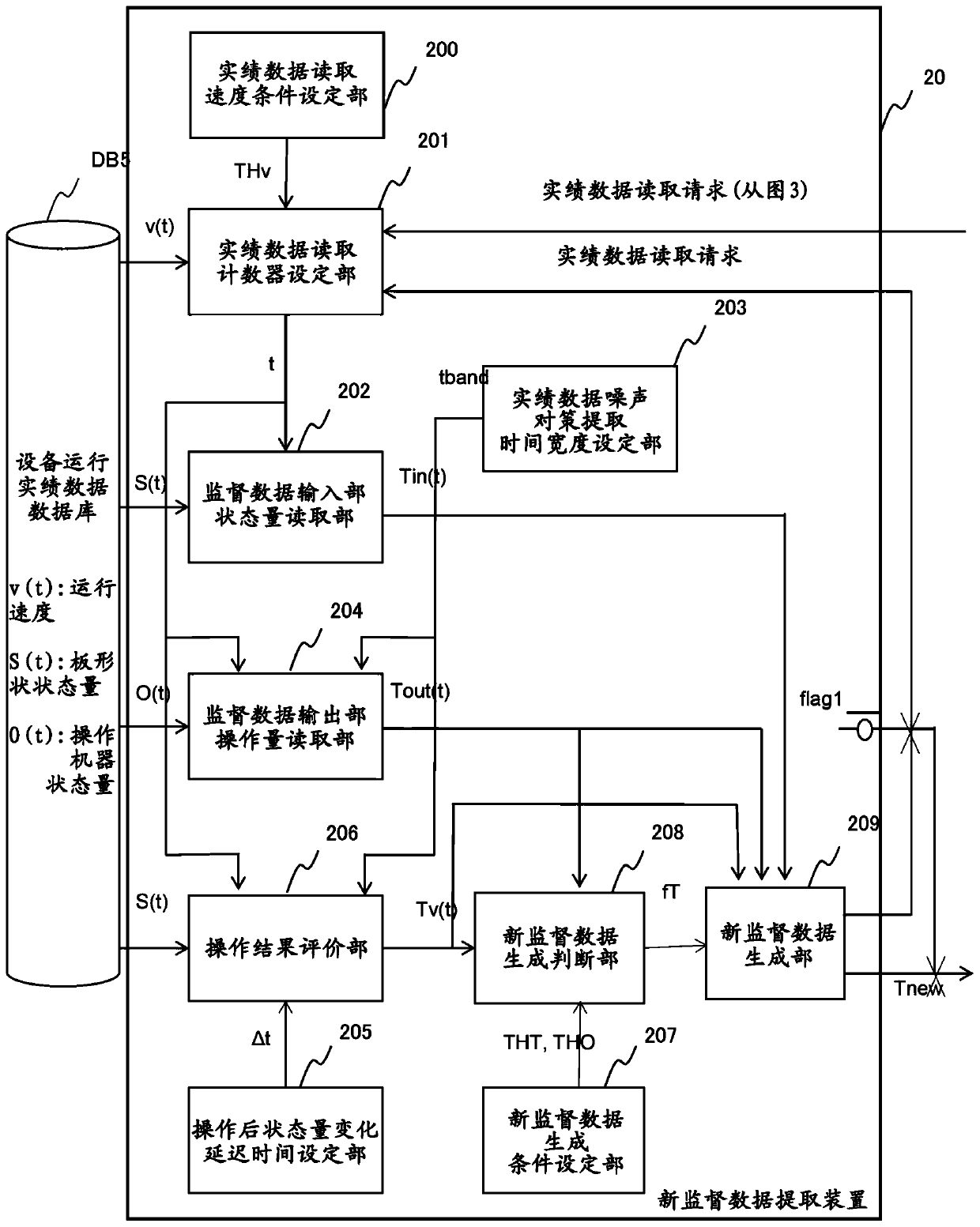
[0042] (2) Extract supervisory data used in machine learning of AI from actual operating pe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More