

Welding method of aero-engine exhaust casing
An aero-engine and welding method technology, which is applied to welding equipment, automatic control devices, metal processing mechanical parts, etc., can solve the problems of out-of-tolerance, large deformation, and low positioning accuracy of the exhaust casing, so as to save waste and loss costs, Improve welding efficiency and reasonable welding effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] The technical solution of the present invention will be further described below in conjunction with the accompanying drawings, but the claimed protection scope is not limited to the description.
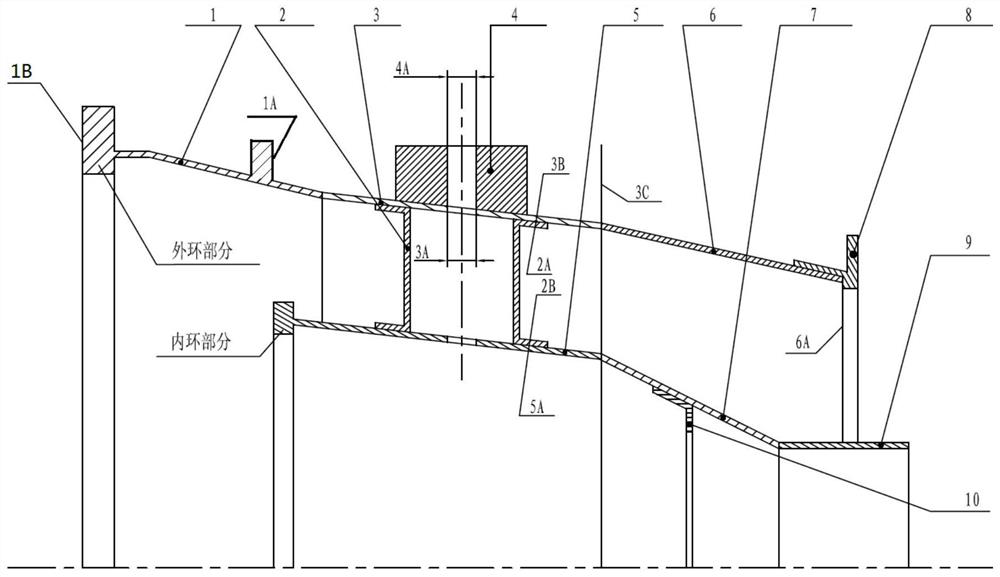
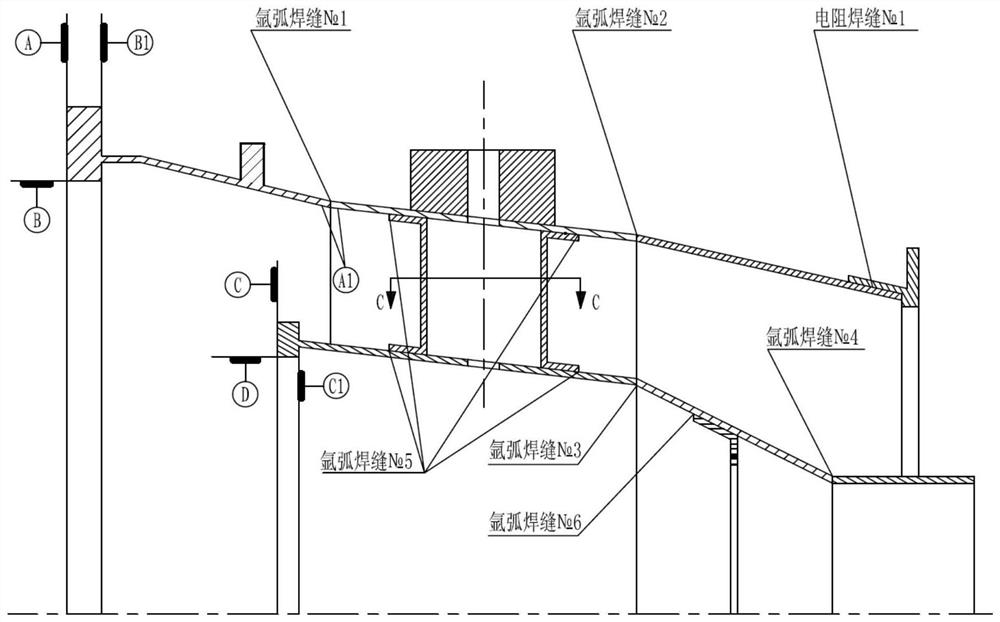
[0033] Such as figure 1 , the structure of the aero-engine exhaust casing is composed of an inner ring part, an outer ring part and a support plate. The front mounting edge 1 of the outer ring is connected to the front section 3 of the cylinder by argon arc welding, the rear section 6 of the cylinder is connected to the front section 3 of the cylinder by argon arc welding, and the rear section 6 of the cylinder is connected to the rear installation edge 8 of the outer ring through a resistor Welding connection; the inner ring mounting edge 5 of the inner ring part is connected with the center cone slope section 7 by argon arc welding, the center cone slope section 7 is connected with the exhaust pipe 9 by argon arc welding, and the center cone slope section 7 and the reinforci...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More