

Thin-wall sleeve part processing method
A processing method and thin-wall sleeve technology, applied in the field of parts machining, can solve the problems of increasing the rigidity of the parts, out of tolerance of the outer circle ellipse of the parts, low qualification rate, etc., and achieve the effect of reducing deformation, short production cycle and improving rigidity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0038] The processing steps of an aeroengine steel sleeve using the method of the present invention are as follows:
[0039] (1) Clamp the outer circle of the bar with three jaws on an ordinary lathe for rough turning,
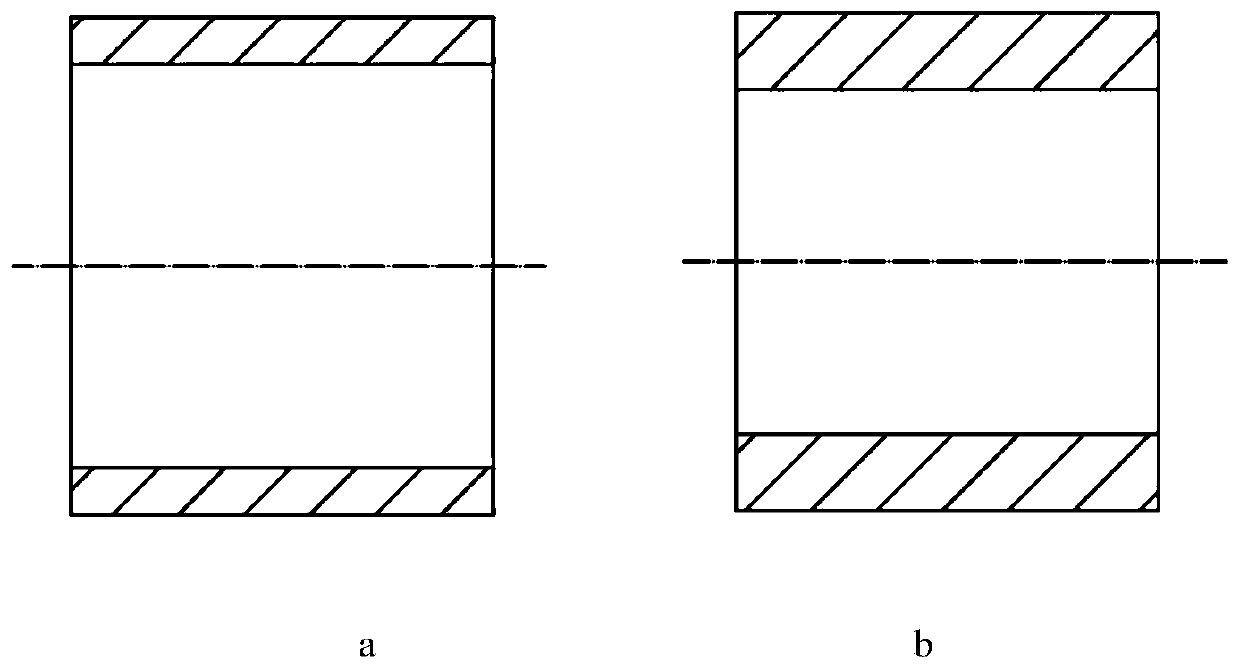
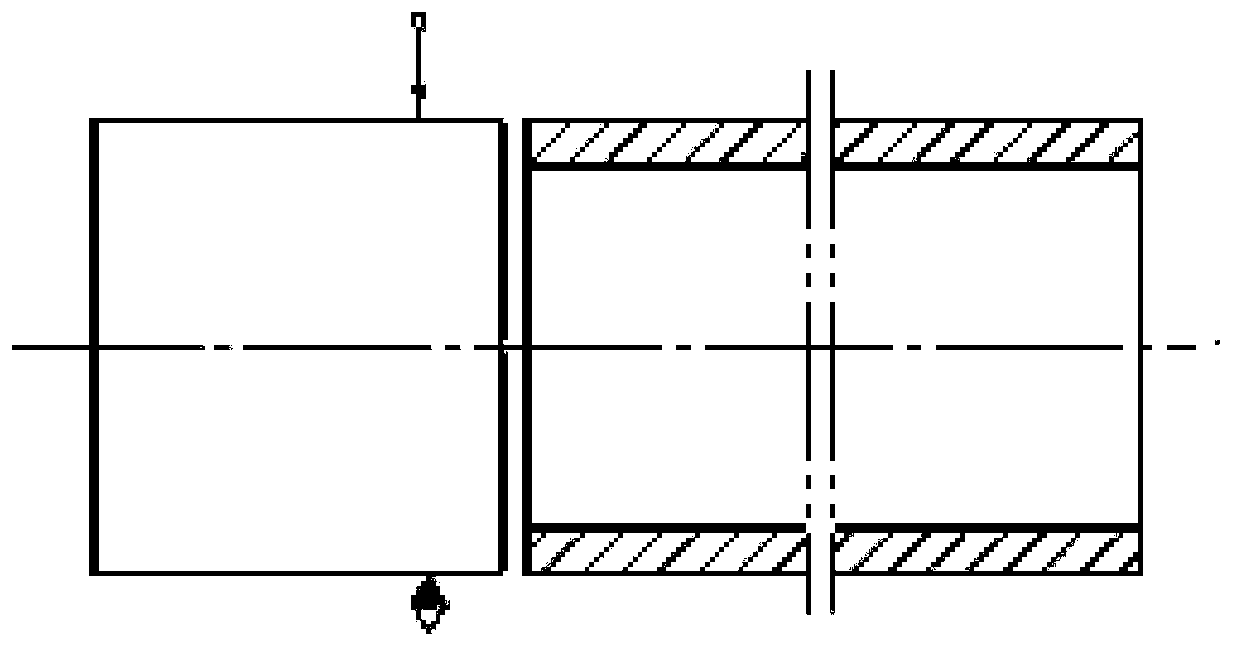
[0040] (11) Turning the end face, rough turning the outer circle, drilling and boring the inner hole, such as image 3 Shown in b; outer circle according to size Inner hole according to size In step (1), the inner hole size is reduced from the original Φ40 to Φ35, such as image 3 a and image 3 As shown in b, in step 1, the semi-finished outer circle can eliminate the deformation of the part caused by the uneven clamping force generated by the three-jaw clamping the outer circle of the wool; the purpose of reducing the size of the rough boring inner hole is to increase the rigidity of the part and reduce The part is deformed.
[0041] (12) Cut the semi-finished parts from the bar stock, the total length of the semi-finished parts is 120±2mm;
[0042] (2) The semi-f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Wall thickness | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More