

Metal acetabular outer cup closed-type forging die and method
A closed forging and acetabular technology, which is applied to manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc., can solve the problems of difficult adjustment of forging equipment, low material utilization rate, and high production cost, and save raw materials. , The effect of low input cost and high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
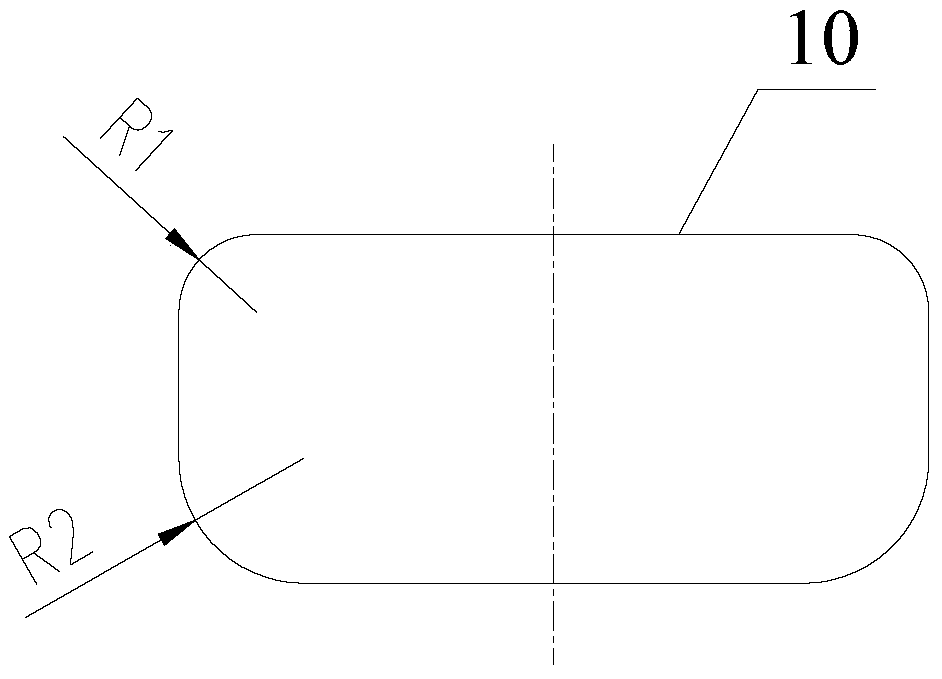
[0036] Step 1, blanking, blank the φ35mm medical Ti6Al4V alloy bar, calculate the length of the bar accurately according to the volume of the acetabular cup, and fillet the upper and lower ends of the bar. The radius of the upper end fillet is R1=3mm, and the lower end is round Corner radius R2=10mm, complete blanking;
[0037] Step 2, spraying, heat the bar to 150°C and directly spray the glass-ceramic anti-oxidation coating, the coating thickness is 0.02mm;
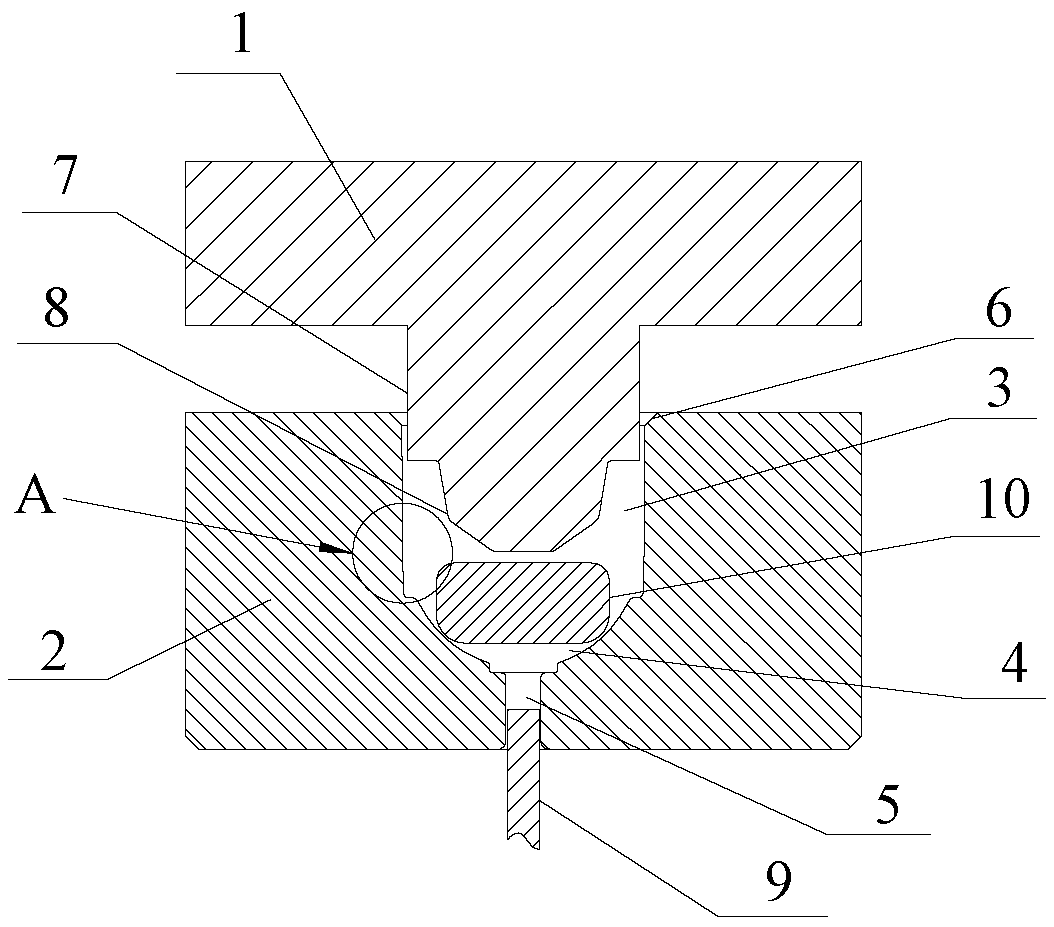
[0038] Step 3, final forging, install the forging die on the electric screw press, the preset thermal expansion coefficient of the die cavity and punch of the forging die is 1.0~1.1, put the bar in step 2 into the electric furnace and heat to 900 ℃, the holding time is 30 minutes, and then take it out and put it into the pre-sprayed graphite mold for final forging to obtain the final forging. The forging direction is downward along the axis of the die cavity.
[0039] The mechanical properties of the final forging prod...
Embodiment 2
[0041] Step 1, blanking, blank the φ45mm medical Ti6Al4V alloy bar, calculate the length of the bar accurately according to the volume of the acetabular cup, and fillet the upper and lower ends of the bar. The radius of the upper end fillet is R1=5mm, and the lower end is round Corner radius R2=8mm, complete blanking;
[0042] Step 2, spraying, heat the bar to 200°C and directly spray the glass-ceramic anti-oxidation coating, the coating thickness is 0.11mm;
[0043] Step 3, final forging, install the forging die on the electric screw press, the preset thermal expansion coefficient of the die cavity and punch of the forging die is 1.0~1.1, put the bar in step 2 into the electric furnace and heat it to 935 ℃, the holding time is 20min, and then take it out and put it into the pre-sprayed graphite mold for final forging to obtain the final forging. The forging direction is downward along the axis of the die cavity.
[0044]The mechanical properties of the final forging produced...
Embodiment 3
[0046] Step 1, blanking, blank the φ40mm medical Ti6Al4V alloy bar, calculate the length of the bar accurately according to the volume of the acetabular cup, and fillet the upper and lower ends of the bar, the radius of the upper end fillet R1=10mm, and the lower end round Corner radius R2=10mm, complete blanking;
[0047] Step 2, spraying, heat the bar to 250°C and directly spray the glass-ceramic anti-oxidation coating, the coating thickness is 0.20mm;
[0048] Step 3, final forging, install the forging die on the electric screw press, the preset thermal expansion coefficient of the die chamber and punch of the forging die is 1.0~1.1, put the bar in step 2 into the electric furnace and heat it to 970 ℃, the holding time is 10 minutes, and then take it out and put it into the pre-sprayed graphite mold for final forging to obtain the final forging. The forging direction is downward along the axis of the die cavity.
[0049] The mechanical properties of the final forging produ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More