

Hot-dip-galvanized steel welding, manufacturing and machining process
A hot-dip galvanized and processing technology, applied in the field of steel welding, can solve the problems of automatic loading and unloading, C-shaped steel welding, and reduced welding firmness, so as to reduce efficiency, increase manpower and material resources, and increase efficiency. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] The embodiments of the present invention will be described in detail below with reference to the accompanying drawings, but the present invention can be implemented in many different ways defined and covered by the claims.
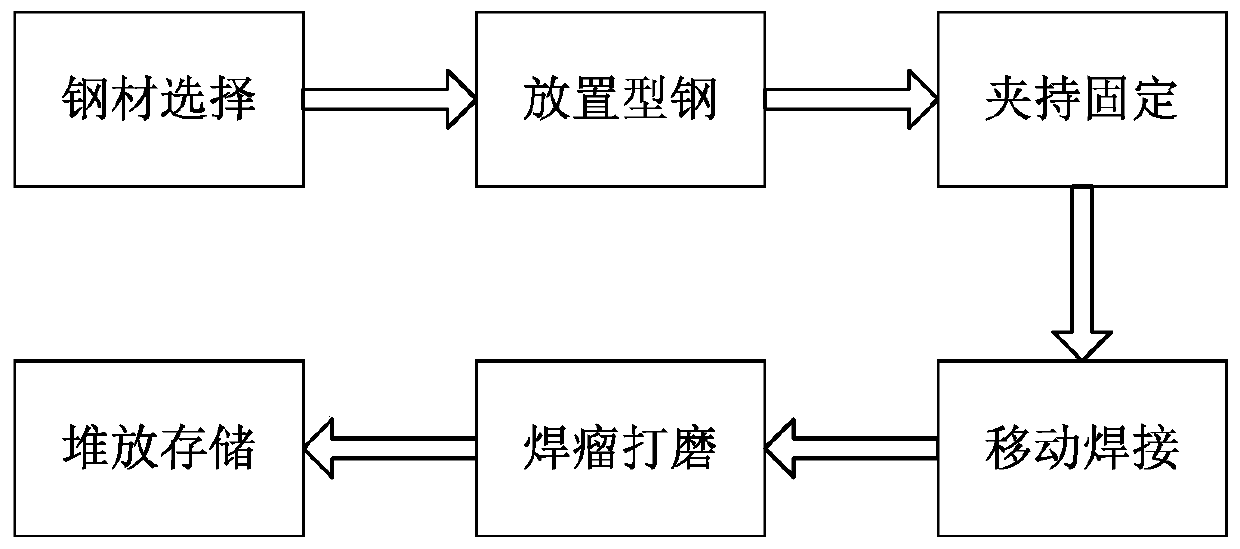
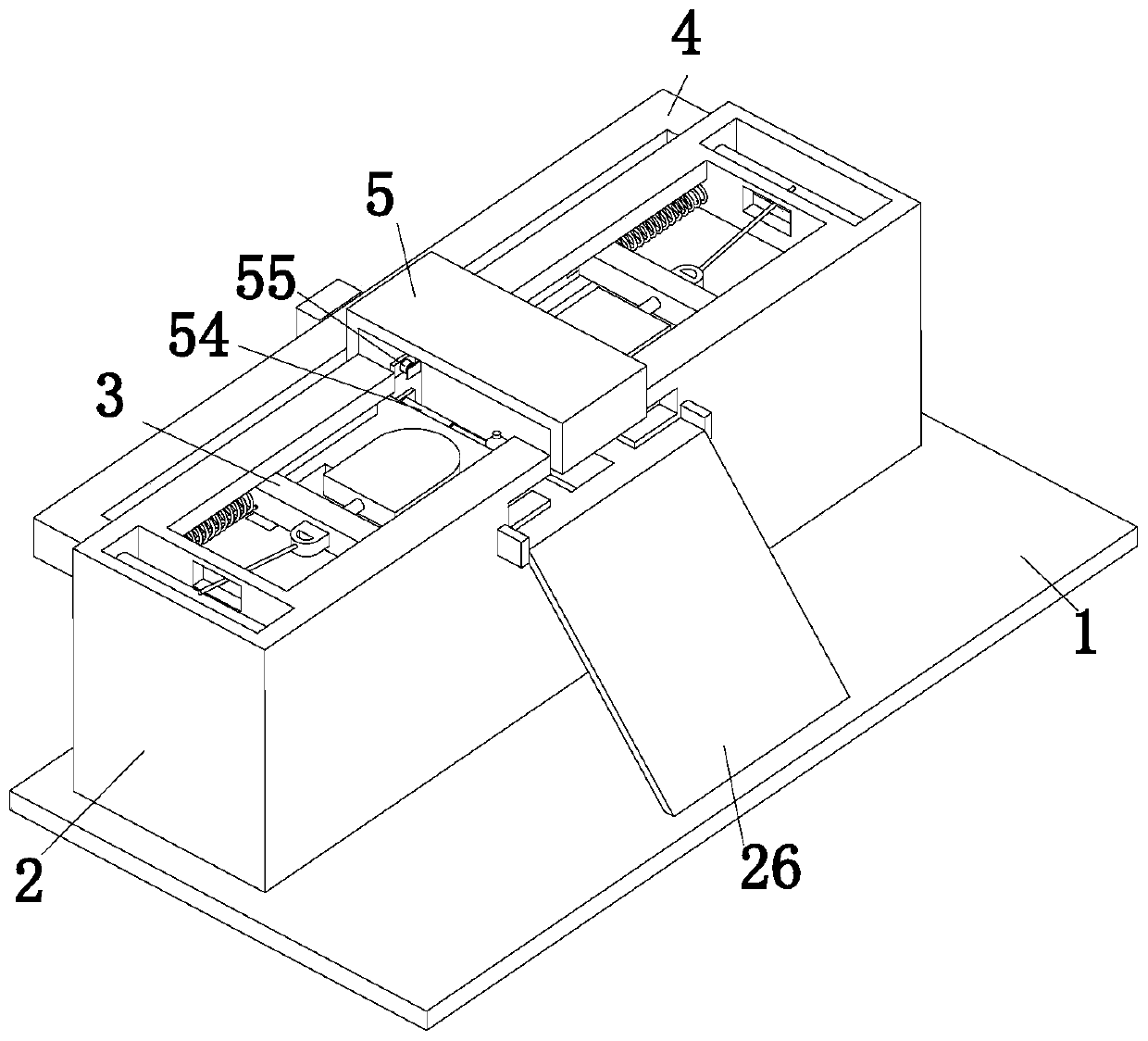
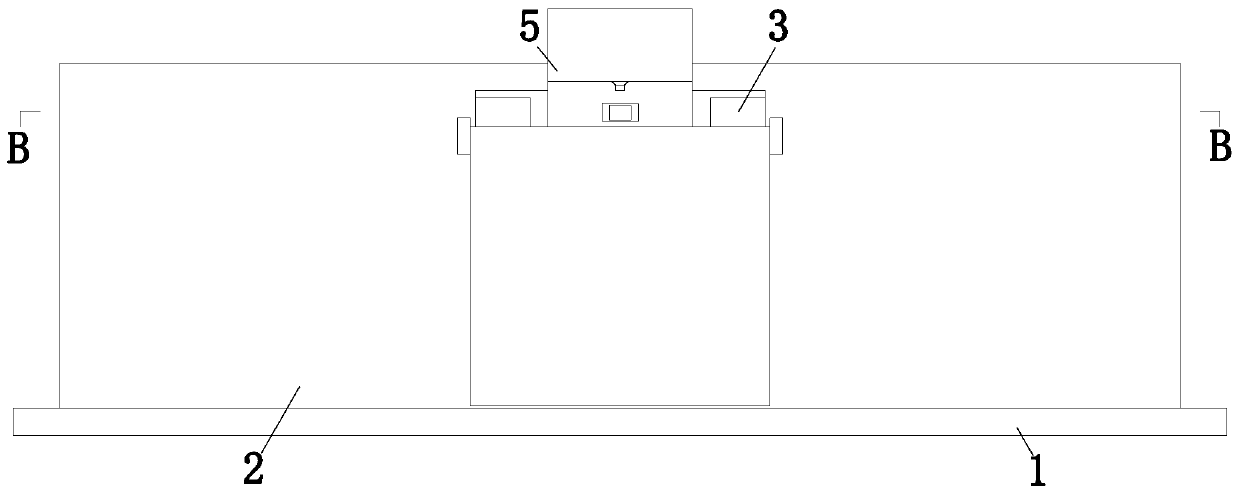
[0036] Such as Figure 1 to Figure 8 As shown, a hot-dip galvanized steel welding manufacturing process, which uses a hot-dip galvanized steel welding device, the hot-dip galvanized steel welding device includes a base plate 1, a receiving device 2, a clamping device 3, The transmission device 4 and the welding device 5 are characterized in that: when the above-mentioned hot-dip galvanized steel welding device is used to weld the hot-dip galvanized steel, the specific method is as follows:
[0037]S1. Steel material selection: manually select the C-shaped steel material to be welded, and manually remove the dust, residue and other residues on the surface;
[0038] S2. Placing profiled steel: manually place a plurality of C-shaped steels in sequence...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More