

Electron beam welding method of thin-walled casing gas-collecting hood structure
A technology of electron beam welding and gas collecting hood, which is applied in welding equipment, laser welding equipment, metal processing equipment, etc., can solve the problems of poor welding protection effect, affecting the quality of parts, and long weld length, etc., so as to reduce the development cycle and cost input, improve the quality of parts, and the effect of small deformation of weldments
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043] The present invention will be further described in detail below with reference to the drawings and embodiments.
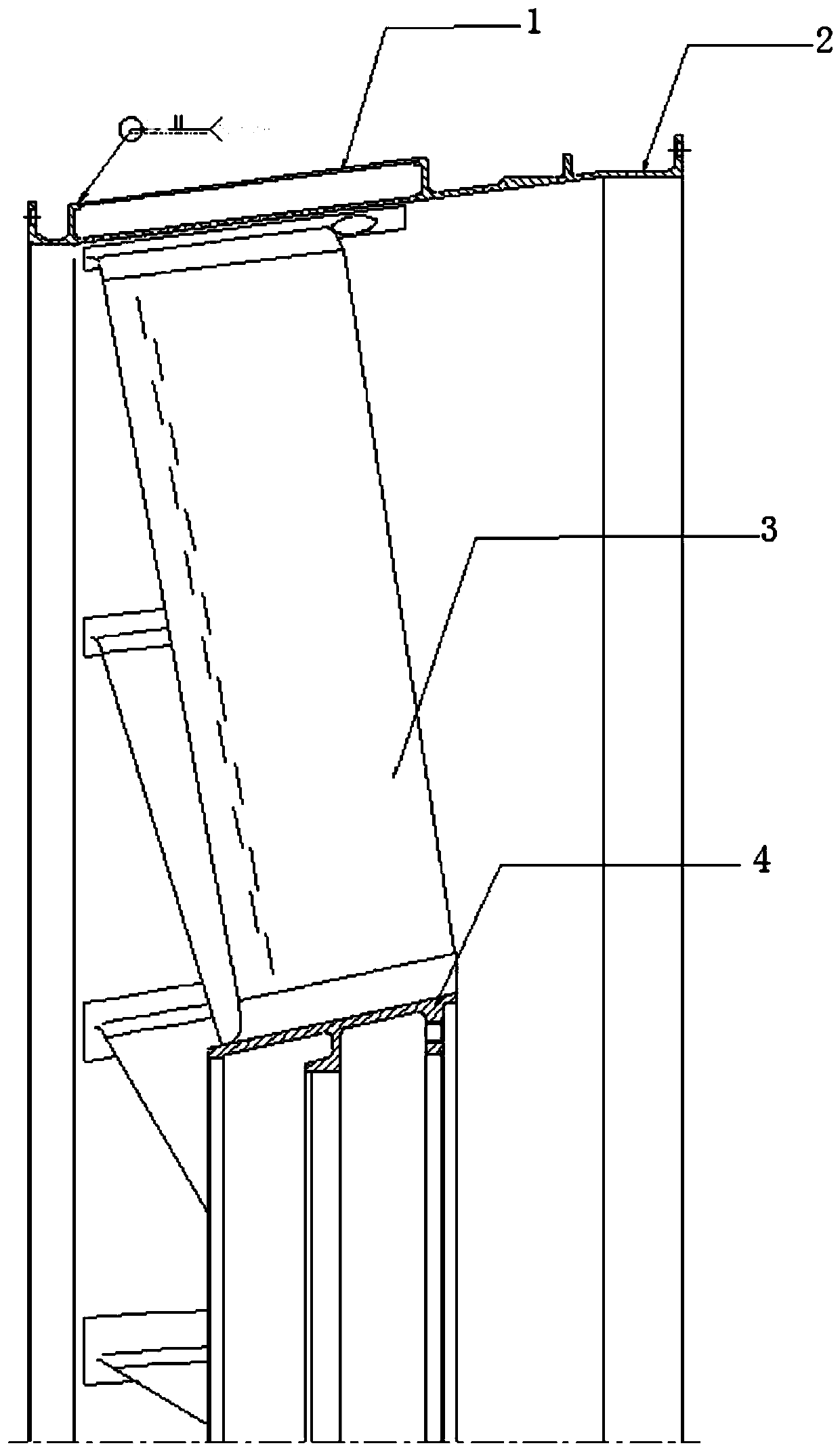
[0044] An electron beam welding method for a thin-walled casing gas hood structure includes the following steps:
[0045] Step 1. Welding structure design: The electron beam welding gap is 0.1mm, the pre-welding misalignment is 0.1mm, and the deformation of the outer ring 2 and the support plate needs to be considered at the same time, and the original argon arc welding with a broken joint The form is changed to the butt joint form, and a certain amount of welding deformation is reserved; the original argon arc welding structure has a 60°V groove, and the assembly gap is 0.5mm. Now it is changed to no groove, and the original radial increase is 1mm margin. , After the support plate and outer ring 2 and inner ring 4 are welded, the assembly processing is performed; the thin-walled casing is welded by electron beam welding on the outer ring 2 and the fixed support ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More