

Method and device for dissimilar metal friction-stir welding
A technology of friction stir welding and friction stir, applied in welding equipment, metal processing equipment, welding/welding/cutting items, etc., can solve problems such as poor welding effect, reduce the generation of intermetallic compounds, reduce welding stress, Avoid the effect of prefilling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] The friction stir welding method for dissimilar metals butt-filling static shaft shoulders in this embodiment specifically includes the following steps:
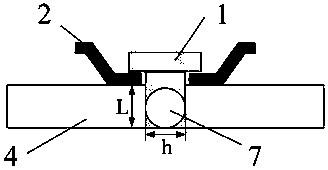
[0034] Step 1. Clamp the plate to be welded on the fixture of the friction stir welding machine, and reserve a wire filling gap between the two plates to be welded. When the welding wire is filled into the reserved gap, the welding wire is positioned and pressed by the static shoulder. , the thickness of the plate to be welded is L, and the reserved wire filling gap is h, h=0.1L.
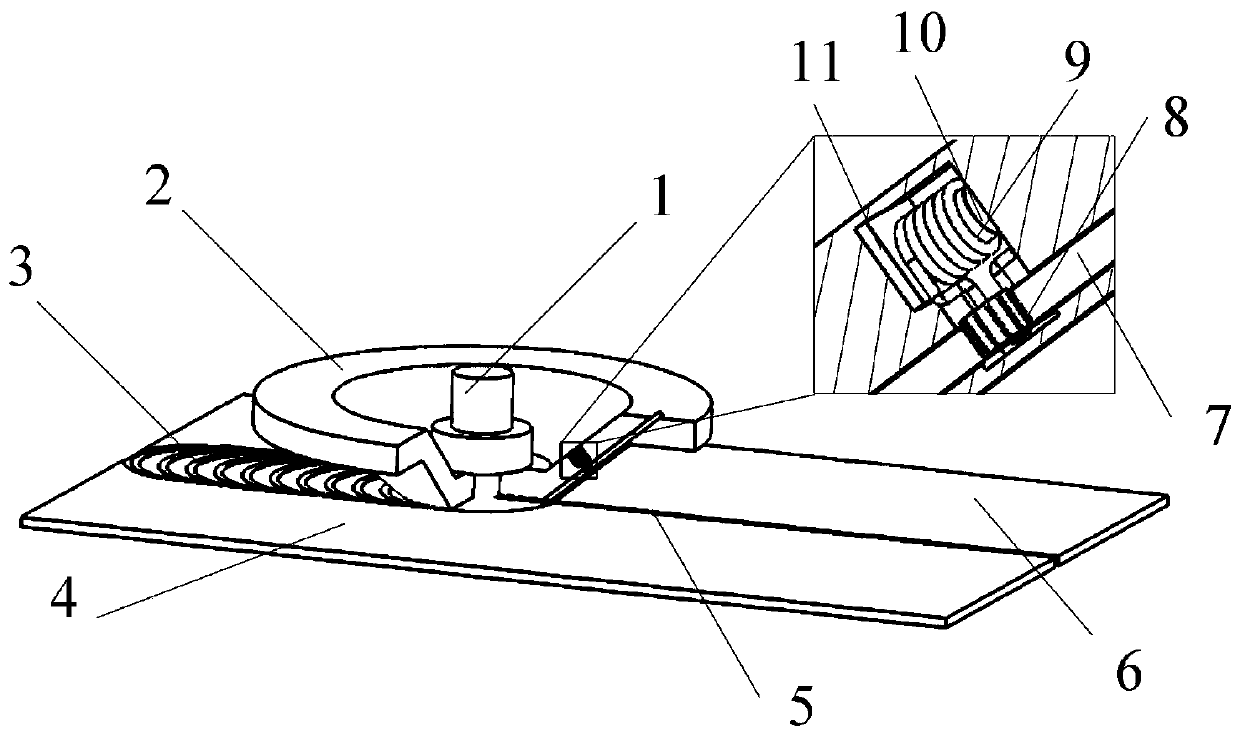
[0035] Step 2: Install the stirring tool and the stationary shoulder, select a suitable welding wire according to the material of the plate to be welded, and send the welding wire to the reserved gap through the wire feed wheel in the stationary shoulder; a wire feeder is installed in the stationary shoulder The wire feeding mechanism sends the welding wire to the reserved gap before the stirring head arrives, and presses the welding wire i...
Embodiment 2
[0040] The friction stir welding method for dissimilar metals butt-filling static shaft shoulders in this embodiment specifically includes the following steps:
[0041] Step 1. Clamp the plate to be welded on the fixture of the friction stir welding machine, and reserve a wire filling gap between the two plates to be welded. When the welding wire is filled into the reserved gap, the welding wire is positioned and pressed by the static shoulder. The thickness of the plate to be welded is L, and the reserved wire filling gap is h, h=1.5L.
[0042] Step 2: Install the stirring tool and the stationary shoulder, select a suitable welding wire according to the material of the plate to be welded, and send the welding wire to the reserved gap through the wire feed wheel in the stationary shoulder; a wire feeder is installed in the stationary shoulder The wire feeding mechanism sends the welding wire to the reserved gap before the stirring head arrives, and presses the welding wire int...
Embodiment 3
[0047] The friction stir welding method for dissimilar metals butt-filling static shaft shoulders in this embodiment specifically includes the following steps:
[0048] Step 1. Clamp the plate to be welded on the fixture of the friction stir welding machine, and reserve a wire filling gap between the two plates to be welded. When the welding wire is filled into the reserved gap, the welding wire is positioned and pressed by the static shoulder. The thickness of the plate to be welded is L, and the reserved wire filling gap is h, h=L.
[0049] Step 2: Install the stirring tool and the stationary shoulder, select a suitable welding wire according to the material of the plate to be welded, and send the welding wire to the reserved gap through the wire feed wheel in the stationary shoulder; a wire feeder is installed in the stationary shoulder The wire feeding mechanism sends the welding wire to the reserved gap before the stirring head arrives, and presses the welding wire into t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More