

Using method of machining and clamping device used for screen display diffraction supporting component
A technology of supporting parts and clamping devices, which is applied in the direction of positioning devices, metal processing equipment, metal processing machinery parts, etc., can solve the problem of the accuracy of the screen display diffraction support parts and connecting parts, the position size is out of tolerance, and the screen display diffraction support parts Incomplete stress release affects pilot observation, recognition, control and other issues, achieving the effect of easy manufacturing, reduced part deformation, and simple structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
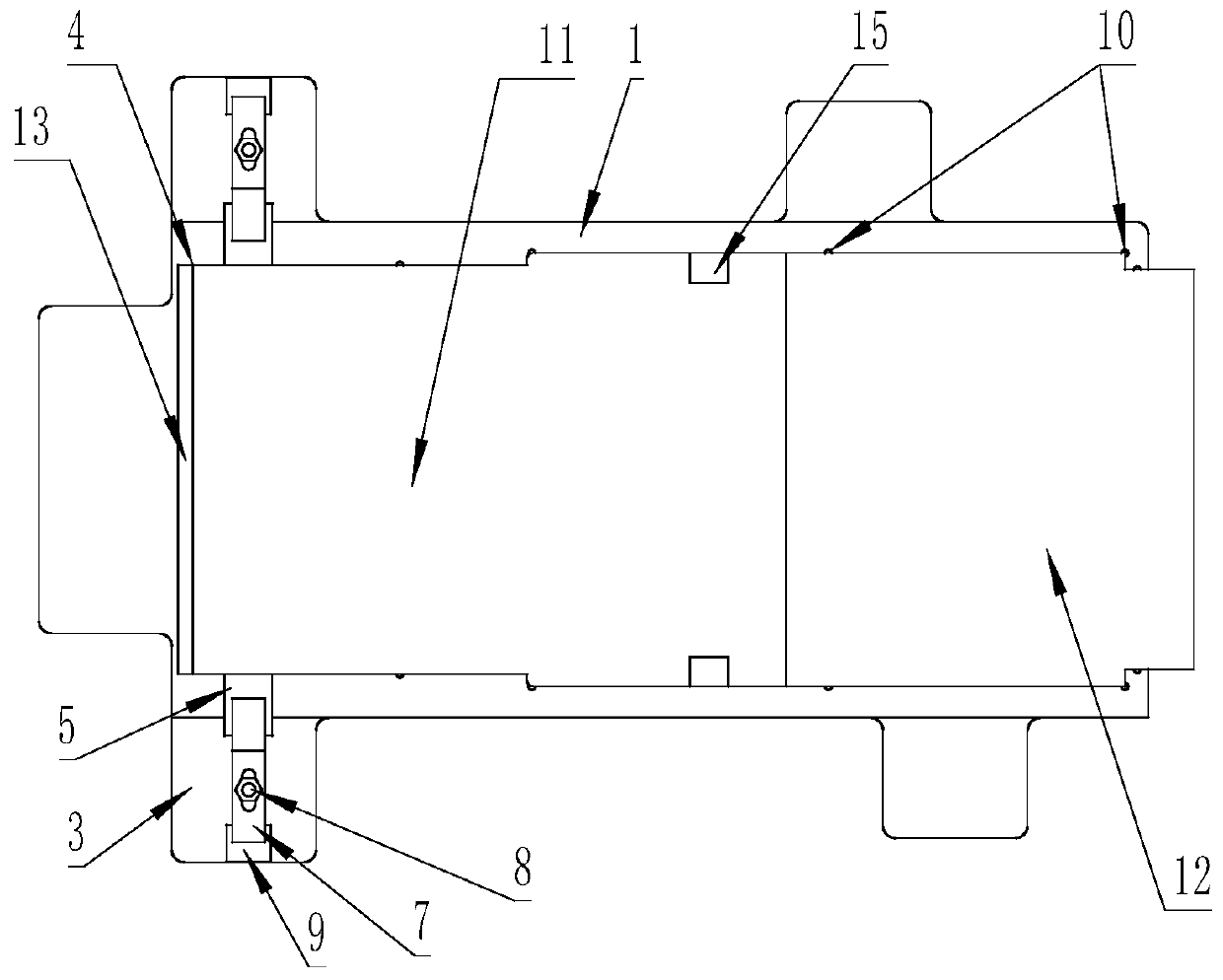
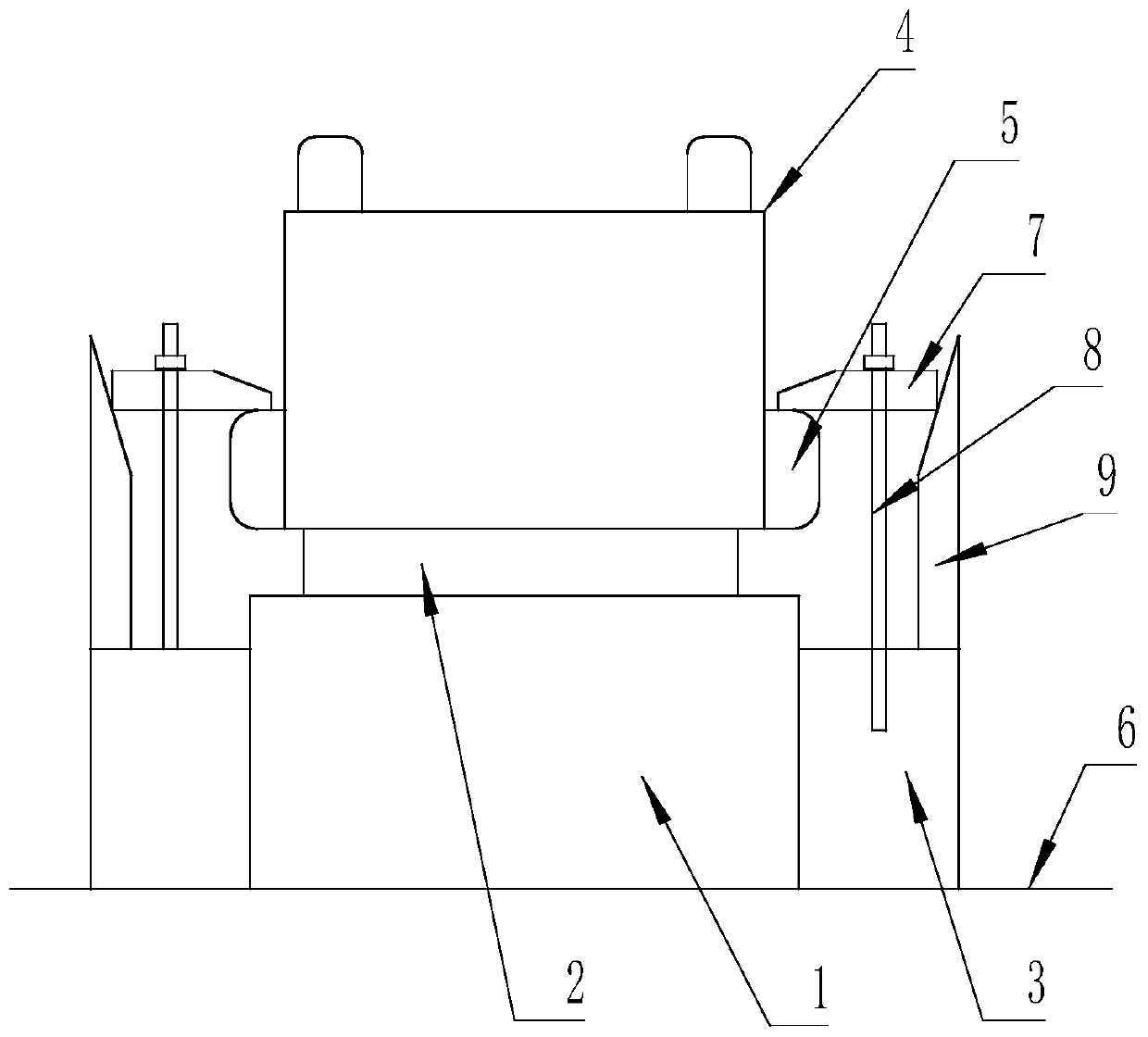
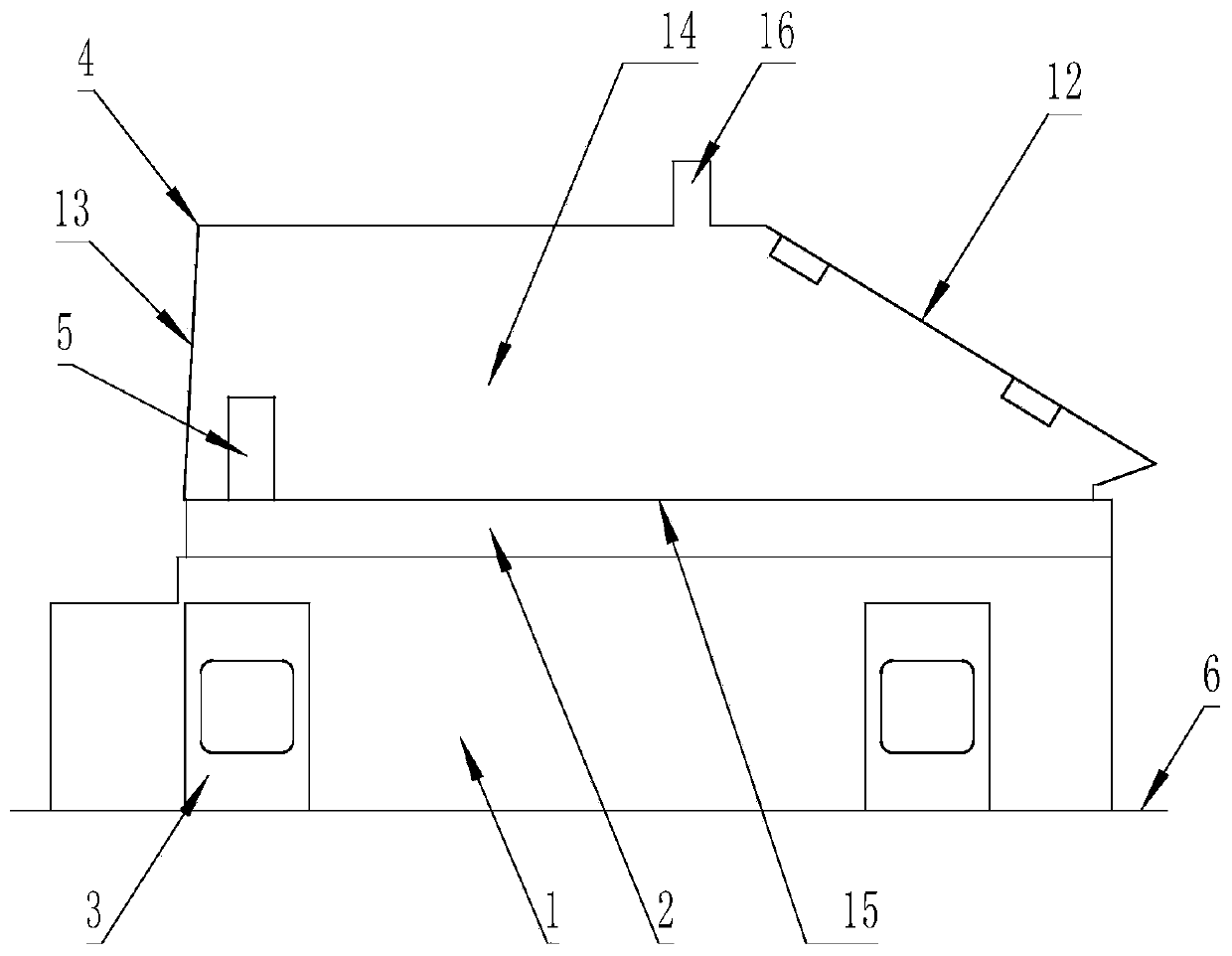
[0021] The clamping base 1 is set on the working table 6, and the padding block 2 is set on the clamping base 1, and the part blank 4 is set on the topping block 2; 11. The right end of the component blank 4 is set as a front inclined surface 12, and the left end of the component blank 4 is set as a rear slope surface 13; the two sides of the component blank 4 are set as a pair of side surfaces 14; Base T-shaped ears 3, a pair of component side hinged ear seats 5 are symmetrically arranged on both sides of the rear part below a pair of side surfaces 14, and a pair of component side hinged ear seats 5 and a pair of base T-shaped ears 3 are arranged correspondingly up and down; the bottom surface of the blank 11. A pair of bottom hinged ear seats 16 are arranged symmetrically on both sides above the right end;
[0022] A pair of T-shaped ears of the base 3 are symmetrically reserved in the middle for the position space for the installation of the pressure plate, and a screw hole...
Embodiment 2
[0025] After the component blank 4 has been treated with high and low temperature for two times, the pair of bottom hinged ear seats 16 of the component blank 4 are released, and the blank bottom surface 11 of the component blank 4 is placed on the raised block 2 in the center of the workbench 6 for positioning, and the component blank 4. After positioning, rotate the nuts on the bolts 8 on both sides to rotate and press down the pressure plate 7 to press and fix the component blank 4. After the component blank 4 is clamped and fixed, the blank base surface 15 of the component blank 4 is reserved by the machine tool. amount of milling;
[0026] After the blank base surface 15 is milled, the blank base surface 15 of the component blank 4 is turned downward, and the nuts on the bolts 8 are rotated through the pressure plate 7. The two ends are respectively passed through the standard heightening block 9 and the component side hinge ear seat 5. Clamping and fixing, the first mill...
Embodiment 3
[0028] After the rough machining is completed by machining the large margin on the outside of the component blank 4, the pressure plates 7 on both sides of the component blank 4 are removed, and the component blank 4 undergoes a second round of high and low temperature aging heat treatment. The blank 4 undergoes a second round of high and low temperature aging heat treatment, and the second round of high and low temperature aging heat treatment of the component blank 4 is: stabilization treatment of the component blank 4 .
[0029] After the stabilization treatment of the component blank 4 is completed, the repeated component blank 4 is placed on the height block 2 for positioning, clamping and fixing again, and the outer surface of the component blank 4 is processed by the machine tool for semi-finishing, and the surface of the component blank 4 after semi-finishing 1. Reserve a margin of 0.3mm to 0.5mm on one side of the hole.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More