Method for effectively improving 3D printing precision and strength of hollow part
A 3D printing, hollow part technology, applied in 3D object support structure, additive manufacturing, processing platform/substrate, etc., can solve the problems of printing accuracy and strength, support material cannot be recycled, moisture absorption and other problems, to simplify printing equipment Structure and function, the effect of reducing equipment development and printing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
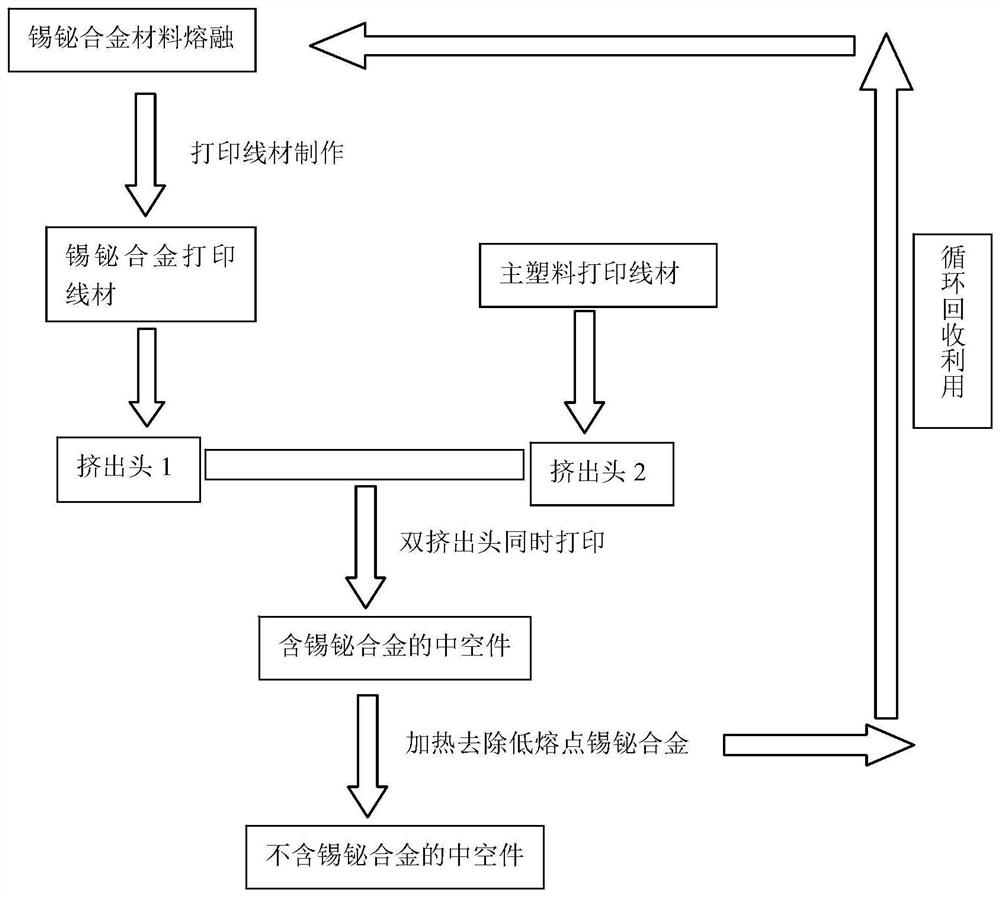
[0031] Reference manual attached figure 2 , a method for effectively improving the accuracy and strength of 3D printing of hollow parts, the steps are as follows:
[0032] S1: Select tin-bismuth alloy material as the basic material of the supporting structure, melt it, and form tin-bismuth alloy printing wire after processing;
[0033] S2: Use the dual extrusion heads to print the tin-bismuth alloy printing wire and the main plastic printing wire simultaneously, and print the hollow part synchronously, thereby forming a hollow part containing the tin-bismuth alloy;
[0034] S3: After the printing is completed, remove the tin-bismuth alloy material from the hollow part by boiling or heating in an oven;
[0035] S4: Recycling the above-mentioned tin-bismuth alloy material, the above-mentioned tin-bismuth alloy material can be recycled and melted again to make a printing wire for repeated use.
[0036] The supporting material of the present invention is tin-bismuth alloy with ...
Embodiment 2
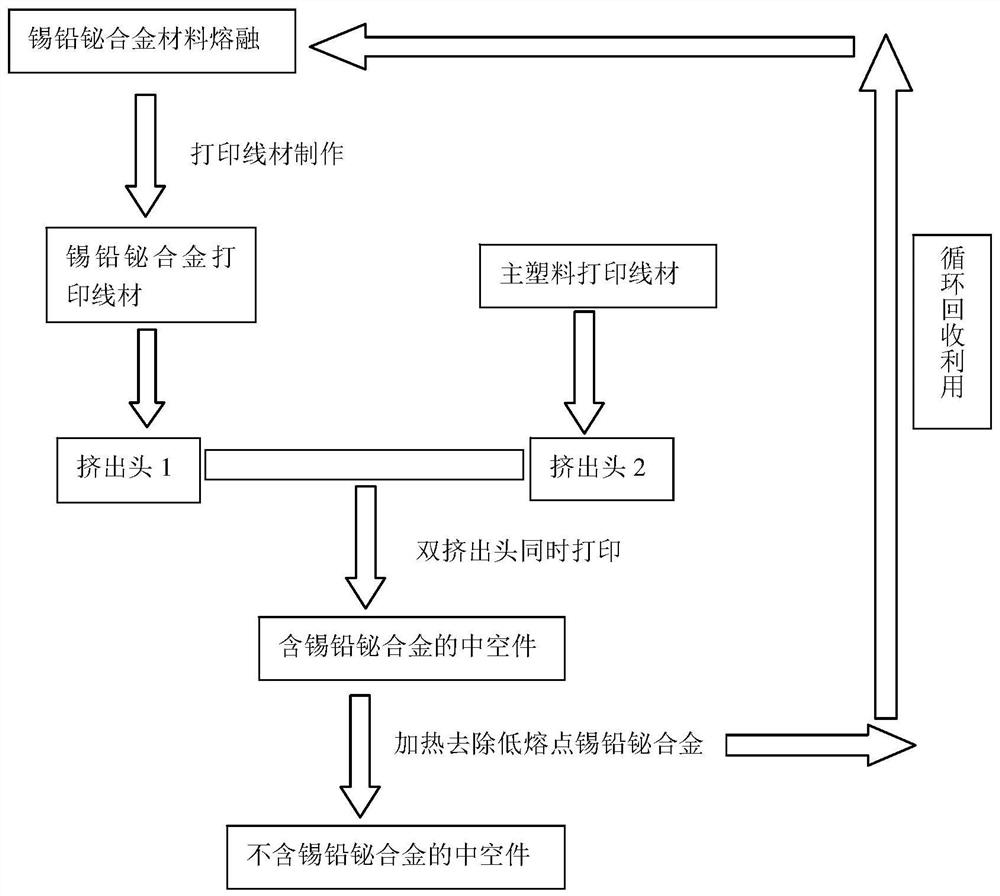
[0038] Reference manual attached image 3 , a method for effectively improving the accuracy and strength of 3D printing of hollow parts, the steps are as follows:
[0039] S1: Select tin-lead-bismuth alloy material as the basic material of the supporting structure, melt it, and form tin-lead-bismuth alloy printing wire after processing;
[0040] S2: Use the dual extrusion heads to print the tin-lead-bismuth alloy printing wire and the main plastic printing wire simultaneously, and print the hollow part synchronously, and then form the hollow part containing the tin-lead-bismuth alloy;
[0041] S3: After the printing is completed, remove the tin-lead-bismuth alloy material from the hollow part by boiling water or heating in an oven;
[0042] S4: Recycling the above-mentioned tin-lead-bismuth alloy material, the above-mentioned tin-lead-bismuth alloy material can be recycled and melted again to make a printing wire for repeated use.
[0043] The supporting material of the pres...
Embodiment 3
[0045] Reference manual attached Figure 4 , a method for effectively improving the accuracy and strength of 3D printing of hollow parts, the steps are as follows:
[0046] S1: Select the lead-bismuth alloy material as the basic material of the supporting structure, melt it, and form the lead-bismuth alloy printing wire after processing;
[0047] S2: Use the dual extrusion heads to simultaneously and separately print the lead-bismuth alloy printing wire and the main plastic printing wire, and print the hollow part synchronously, thereby forming a hollow part containing the lead-bismuth alloy;
[0048] S3: After the printing is completed, remove the lead-bismuth alloy material from the hollow part by boiling water or heating in an oven;
[0049] S4: Recycling the above-mentioned lead-bismuth alloy material, the above-mentioned lead-bismuth alloy material can be recycled and melted again to make a printing wire for reuse.
[0050] The support material of the present invention ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More