
Eureka
For R&D, Eureka makes reading and utilizing patents & technical documents easy.
Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Forging method for improving anisotropy of 7XXX aluminum alloy forge piece
An anisotropic, aluminum alloy technology, applied in the direction of forging presses, forging presses, manufacturing tools, etc., can solve the problems of reducing the recrystallization volume fraction of warm forging, forgings cannot improve the three-dimensional anisotropy, etc., and achieve the improvement of comprehensive mechanical properties , Improve the effect of recrystallization volume fraction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0026] The forging blank is φ540mm×300mm 7A85 aluminum alloy. The specific forging steps are as follows:
[0027] 1) Forging blank homogenization treatment: heat the forging blank to 400°C, keep it for 8h, continue to heat to 465°C, keep it for 4h, continue to heat to 470°C, keep it for 36h, and return to room temperature with the furnace cooling to below 270°C and air cooling;
[0028] 2) High temperature forging: high temperature forging initial forging temperature 430℃, final forging temperature 395℃, forging ratio 7.2;
[0029] 3) Medium temperature forging: Medium temperature forging has an initial forging temperature of 320°C, a final forging temperature of 298°C, and a forging ratio of 1.7;
[0030] 4) Low temperature forging: low temperature forging has an initial forging temperature of 265°C, a final forging temperature of 246°C, and a forging ratio of 1.3. The final size of the forging: 500mm×450mm×220mm.
Embodiment 2
[0032] The forging blank is φ160×350mm 7050 aluminum alloy. The specific forging steps are as follows:
[0033] 1) Forging blank homogenization treatment: heat the forging blank to 405°C, keep it for 12h, continue to heat to 465°C, keep it for 10h, continue to heat to 468°C, keep it for 48h, and cool to 250°C with the furnace and return to room temperature with air cooling;
[0034] 2) High temperature forging: high temperature forging initial forging temperature 440℃, final forging temperature 426℃, forging ratio 8.2;
[0035] 3) Medium temperature forging: Medium temperature forging has an initial forging temperature of 360°C, a final forging temperature of 345°C, and a forging ratio of 1.6;
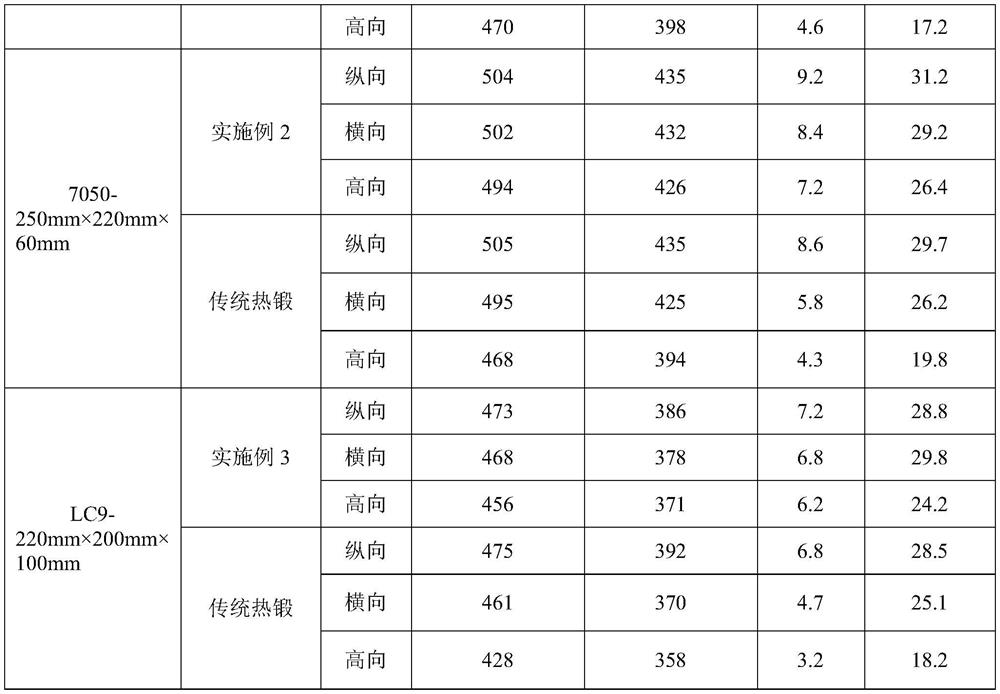
[0036] 4) Low temperature forging: Low temperature forging has an initial forging temperature of 240°C, a final forging temperature of 231°C, and a forging ratio of 1.3. The final size of the forging: 250mm×220mm×60mm.
Embodiment 3
[0038] The forging blank is φ160×180mm LC9 aluminum alloy. The specific forging steps are as follows:
[0039] 1) Forging blank homogenization treatment: heat the forging blank to 405°C, keep it for 12h, continue heating to 465°C, keep it for 6h, continue heating to 472°C, keep it for 40h, then cool to 260°C with the furnace and return to room temperature with air cooling;
[0040] 2) High temperature forging: high temperature forging initial forging temperature 420℃, final forging temperature 398℃, forging ratio 8.2;
[0041] 3) Medium temperature forging: Medium temperature forging has an initial forging temperature of 380°C, a final forging temperature of 365°C, and a forging ratio of 2;
[0042] 4) Low temperature forging: low temperature forging has an initial forging temperature of 280°C, a final forging temperature of 261°C, and a forging ratio of 1.5. The final size of the forging: 220mm×200mm×100mm.
[0043] The properties of the three 7XXX aluminum alloy forgings prepared by ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com