Non-standard roll collar
A roll ring, non-standard technology, applied in the direction of rolls, metal processing equipment, metal rolling, etc., can solve the problem of waste of standard roll rings, achieve the effect of reducing capital occupation, low consumption, and reduced repair costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
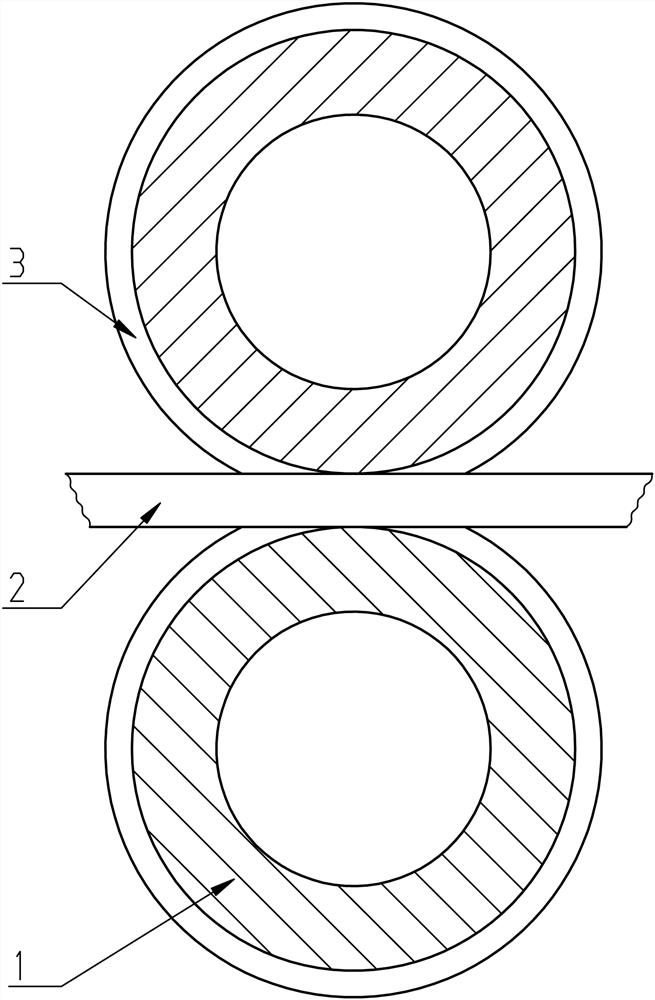
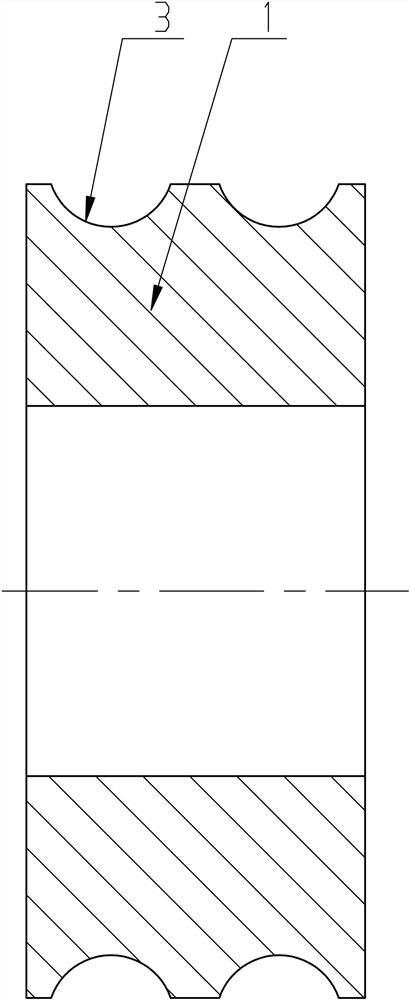
[0021] Such as figure 2 As shown, a non-standard roll ring, which includes an annular roll ring body 1 and two roll grooves 3 arranged on the outer circumference of the roll ring body 1, the center of the roll ring body 1 is a hole for connecting with the shaft . The two roll grooves 3 have the same groove type, both of which are semicircular. The width of the roll groove 3 is 39.3 mm, and the rolling center distance of the rolling mill corresponding to the roll ring is 27.5 mm. When the roll ring is rolled, the inside of the roll groove 3 The size of the steel billet 2 in the axial direction of the roller ring body 1 is 35.2 mm.
[0022] The formula for calculating the thickness of non-standard roll rings is:
[0023] The thickness of the roller ring body 1 is H, the rolling center distance is Z, the pass width is W, and f is the correction coefficient, then it satisfies
[0024] H=3Z+1 / 2W-f.
[0025] The units of H, Z and W in the formula are millimeters, and f is selec...
Embodiment 2
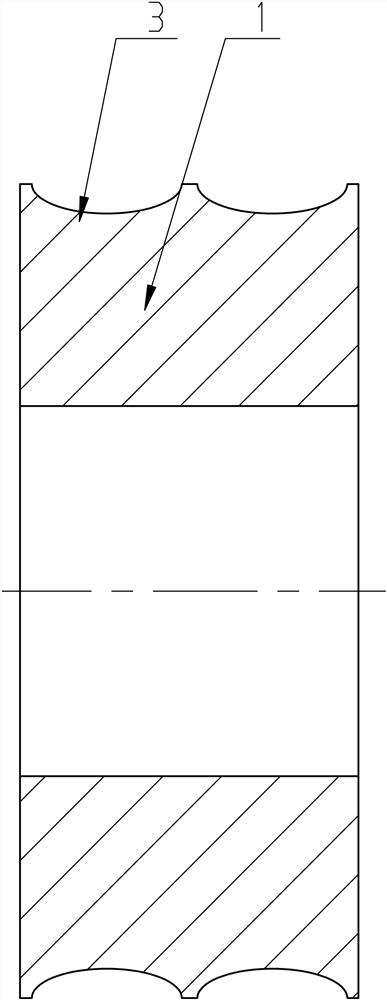
[0033] This embodiment is to improve on the problems of the original roller ring on the station. An eight-inch standard roll ring was originally used in the pre-finishing station of a high-end rolling mill. The size of the roll ring body 1 of this roll ring is 126 mm in inner diameter, 228.3 mm in outer diameter, and 72 mm in thickness. If only one The semi-elliptical roller groove 3 will cause a lot of waste, but the thickness of the roller ring body 1 is a standard size, and the width of the semi-elliptical roller groove 3 is larger than that of the semicircular roller groove 3, so the roller ring body The thickness of 1 is not enough to open two semi-elliptical roller grooves 3. In order to reduce waste and make full use of the thickness of the roller collar body 1, the roller collar body 1 is opened as follows: Figure 4 A semi-elliptical roll groove 3 and a semi-circular roll groove 3 are shown.
[0034] In actual production, the usage rate of the semi-elliptical roll g...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com