

Ultrafine deep and long hole drilling machining method
A processing method, the technology of deep and long holes, which is applied in the field of ultra-fine deep and long hole drilling, can solve the problems of weak rigidity and low efficiency, and achieve the effects of improving matching, optimizing process parameters and overcoming weak rigidity problems
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
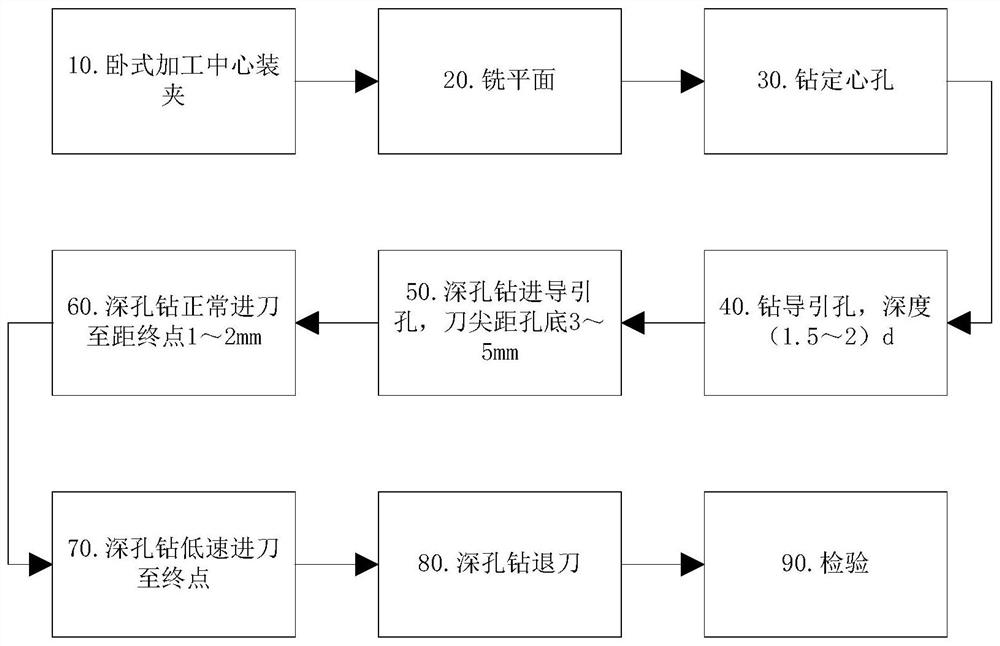
[0042] In the first embodiment of the present invention, the inner diameter of the deep hole is Φ6mm, the length is 198mm, the precision grade is IT9, the material of the parts is forged aluminum alloy, the quantity is 8, and the processing time for a single deep hole is required to be within 2 minutes. The embodiment is completed on a horizontal four-axis machining center, and the specific technological process is as follows:
[0043] 1) Clamping
[0044] Using a horizontal four-axis machining center, the worktable rotates along the B axis to clamp the workpiece;
[0045] 2) Plane milling
[0046] Adopt Φ6mm end milling cutter, the bottom edge passes through the center, Z-direction feed, the spindle speed is 1000r / min, the feed speed is 40mm / min, and the milling is enough.
[0047] 3) Drill the centering hole
[0048] Using Φ2mm center drill, shank diameter Φ6mm, spindle speed 1000r / min, feed speed 100mm / min, drilling to a depth of 1.5mm.
...
Embodiment 2
[0062] In the second embodiment of the present invention, the inner diameter of the deep hole is Φ4mm, the length is 80mm, the precision grade is IT9, the material of the parts is forged aluminum alloy, the quantity is 8, and the processing time for a single deep hole is required to be within 2 minutes. The embodiment is completed on a horizontal four-axis machining center, and the specific technological process is as follows:
[0063] 1) Clamping
[0064] Using a horizontal four-axis machining center, the worktable rotates along the B axis to clamp the workpiece;
[0065] 2) Plane milling
[0066] Using Φ4mm end mill, the bottom edge passes through the center, Z-direction feed, the spindle speed is 1000r / min, the feed speed is 40mm / min, and the milling is enough.
[0067] 3) Drill the centering hole
[0068] Using Φ2mm center drill, shank diameter Φ6mm, spindle speed 1000r / min, feed speed 100mm / min, drilling to a depth of 1.5mm.
[0069] 4) Drill pilot holes
[0070] Usi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Aperture | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More