

Method for obtaining finite element simulation heat source model of deep penetration welding
A technology of heat source model and acquisition method, applied in design optimization/simulation, welding equipment, auxiliary welding equipment, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
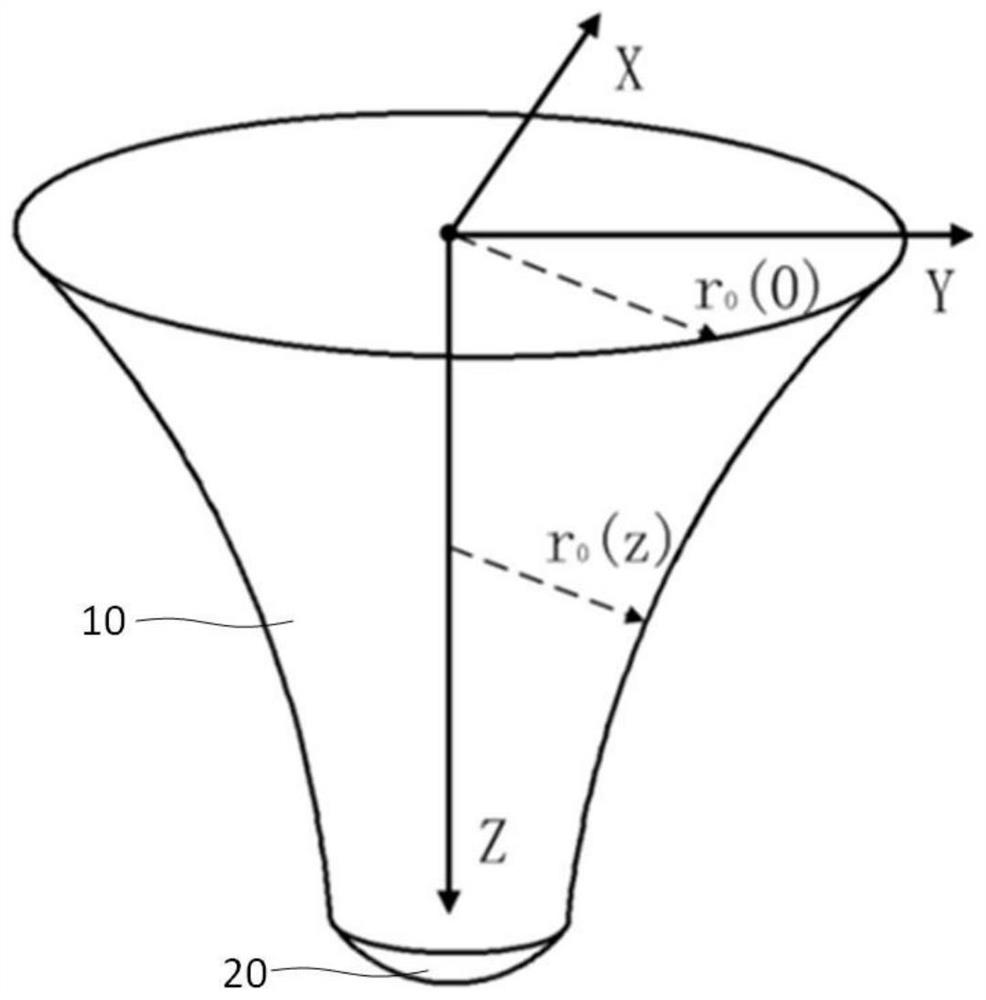
[0029] Such as figure 1 As shown, the embodiment of the present invention provides a finite element simulation heat source model acquisition method for deep penetration welding, which is used to obtain the heat source model corresponding to the weld seam of the high penetration locking process welding sample; it is characterized in that it includes the following steps:
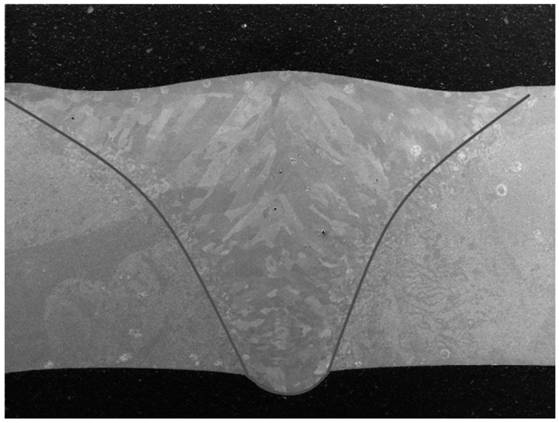
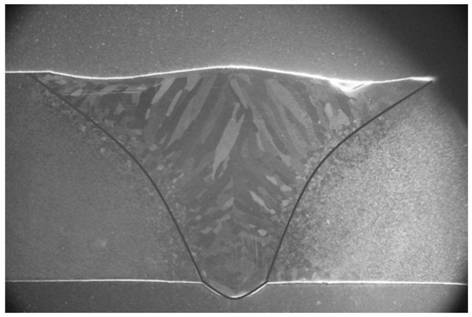
[0030] (S1) Obtain the image of the weld cross section from the high penetration locking process welding sample; the weld cross section includes the non-passivated region 10 from the upper surface of the sample to the lower surface and the bottom surface of the non-passivated region 10 and downward from the lower surface of the sample Raised passivation area 20 .
[0031] Specifically, such as figure 1 As shown, the high penetration lock process welding sample is made by welding two workpieces with equal thickness by high penetration lock process without opening the groove. The image of the cross-section of ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More