

Heavy-load steel rail welding structure control method
A control method and rail technology, which is applied in welding equipment, auxiliary welding equipment, welding/cutting auxiliary equipment, etc., can solve the problems that the control effect needs to be investigated, and the cooling rate after welding cannot be realized, so as to improve the uniformity of the structure and enrich the theory The effect of the system
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0043] Research on the formation of abnormal martensitic structure at the weld position of bainite rail welded joints:
[0044] Aiming at the problem of abnormal martensitic structure at the welding seam position of the bainite rail after welding, this example focuses on the influence of the cooling rate on the abnormal martensite structure at the welding seam position of the heavy-duty rail after welding The research is the starting point to determine the optimal post-weld cooling system to suppress the formation of abnormal martensitic structure at the weld position at the welded joint.
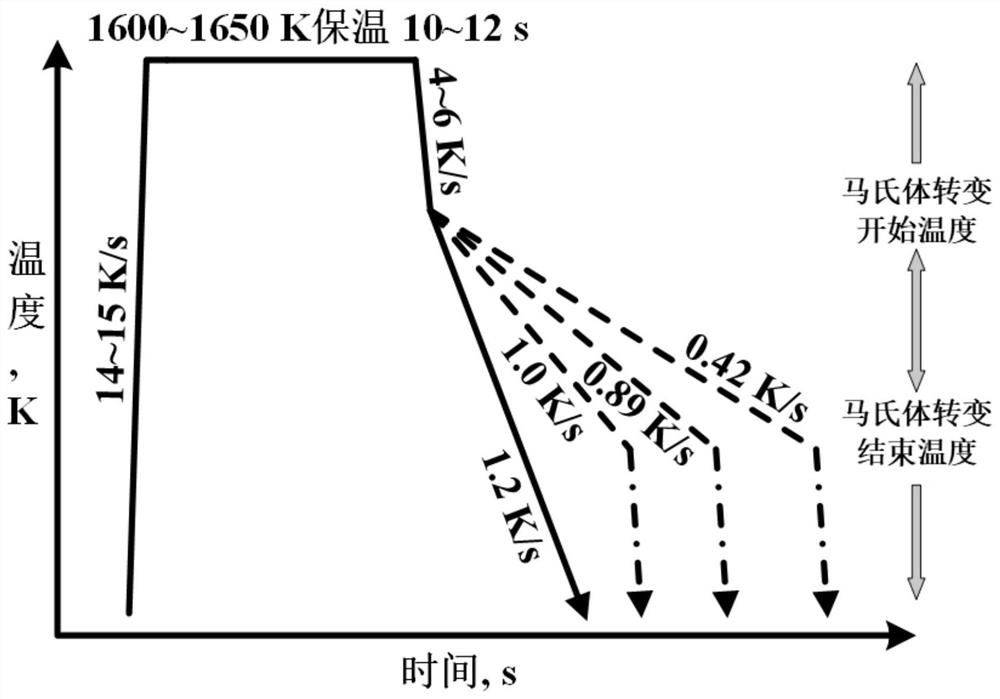
[0045] Firstly, using the deformation thermal expansion phase transition instrument DIL805, the CTT curves of different phase transitions of the heavy-duty steel rails used at different cooling rates were obtained, so as to obtain the martensite transformation start temperature and martensite transformation end temperature under the corresponding element composition, and then According to t...
Embodiment 2
[0066] Research on the formation of abnormal martensitic structure at the welded joints of hypereutectoid heavy-duty rails:
[0067] Use the formula K1=399.8-11.5×(7.37x) V1 With K2=259.5-14.1×(6.76x) V2 , where, x=C Mn / 12+Cr / 35+Ni / 21+Mo / 20+Si / 40-V / 3-Al / 21, V1 is the cooling of the martensitic transformation start temperature K1 after welding Rate (K / s), V1 is 3-5K / s, in calculation, V1=4K / s, V2 is the cooling rate (K / s ), V2=0.3K / s; calculated, the martensite transformation start temperature K1 is 611.54K, and the martensite transformation end temperature K2 is 520.86K.
[0068] After welding the eutectoid heavy-duty rail joint, during the cooling process of the welded joint, control the cooling process of the weld position at the welded joint; specifically, the following steps are included:
[0069] Step 1: According to the calculated martensite transformation start temperature K1 and martensite transformation end temperature K2, set the following cooling process to contr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More