Machining method of guide sleeve type thin-wall part
A processing method and technology for thin-walled parts are applied in the processing field of thin-walled parts such as guide bushes to achieve the effects of reducing grinding allowance, reducing deformation and improving processing qualification rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0059] Below in conjunction with accompanying drawing, the present invention will be further described,
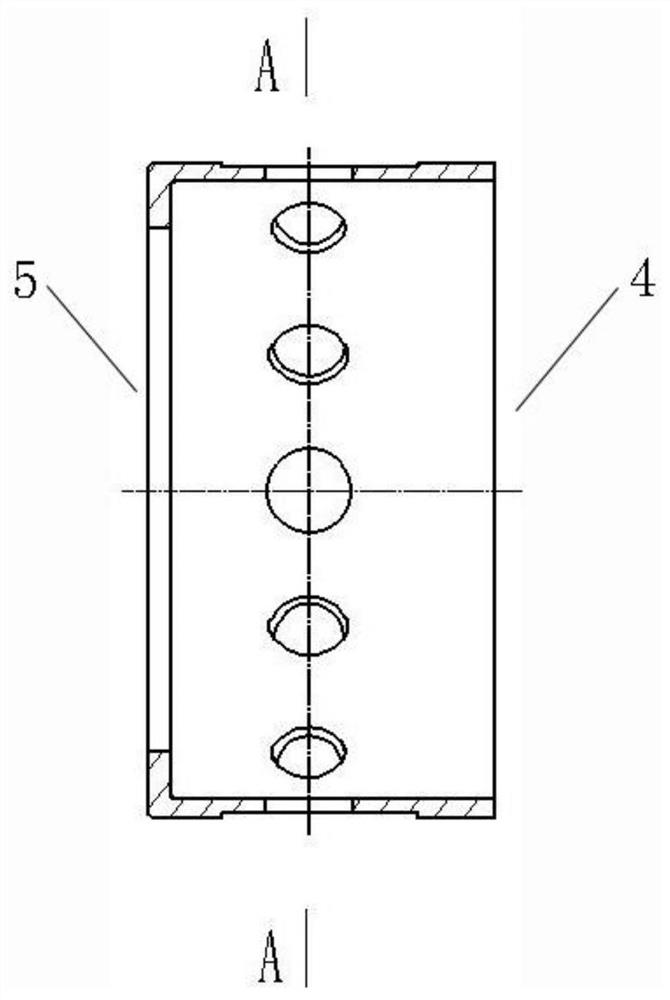
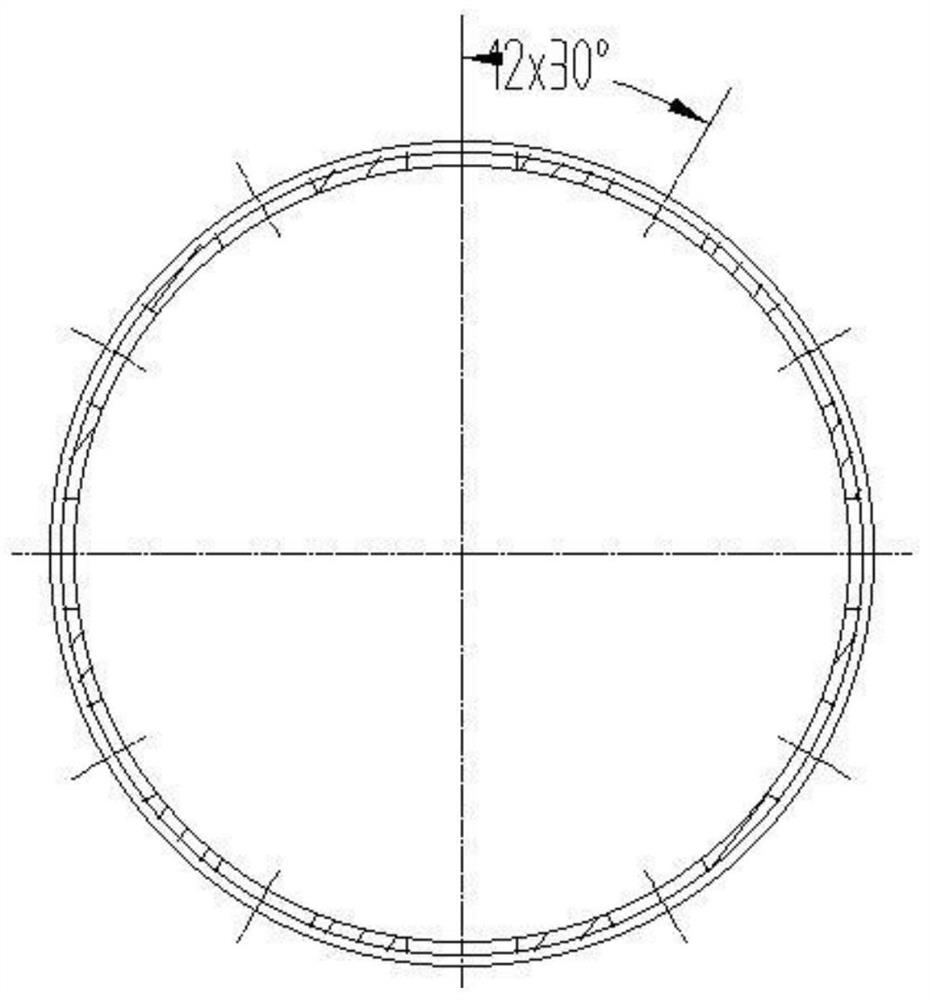
[0060] Guide sleeve thin-walled parts such as figure 1 , figure 2 As shown, the thin-walled parts are evenly distributed with 12 circumferential holes in the circumferential direction. In order to control the deformation of the thin-walled parts during processing, the present invention can ensure the outer circle size while controlling the deformation by designing a reasonable process route and special tooling. Tolerance requirements and their runout requirements relative to the datum.
[0061] see Figure 3-Figure 15 , a method for processing a guide sleeve type thin-walled part, comprising the following steps:
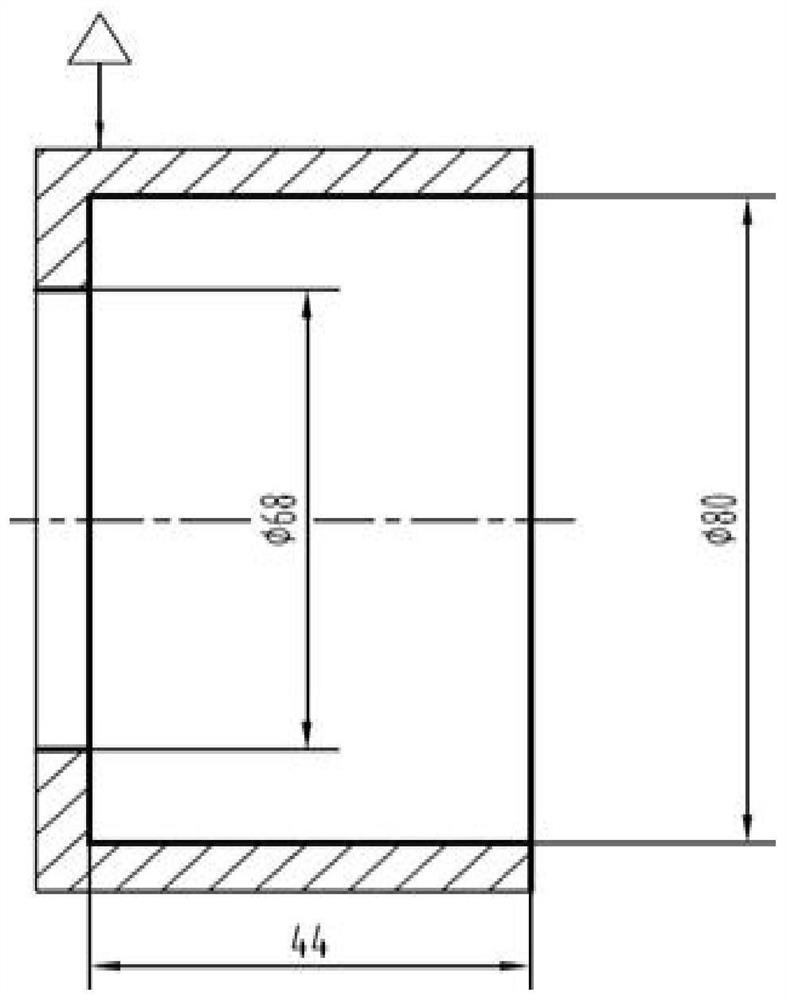
[0062] Step 10 rough car one
[0063] Clamp the outer circle with three claws, align it, and remove the allowance of the 4 end faces of the open end of the thin-walled part and the allowance of the inner hole to image 3 Size requirements;
[0064] Step 20...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More