A welding method for industrial plug socket contact assembly
A technology of contact assembly, plug and socket, which is applied in the direction of welding equipment, welding medium, welding/cutting medium/material, etc., which can solve the problems of easy peeling of nickel plating layer, high cost, easy exposure of copper oxidation, etc., and achieve heating mode Soft and stable, low production cost, and the effect of increasing stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
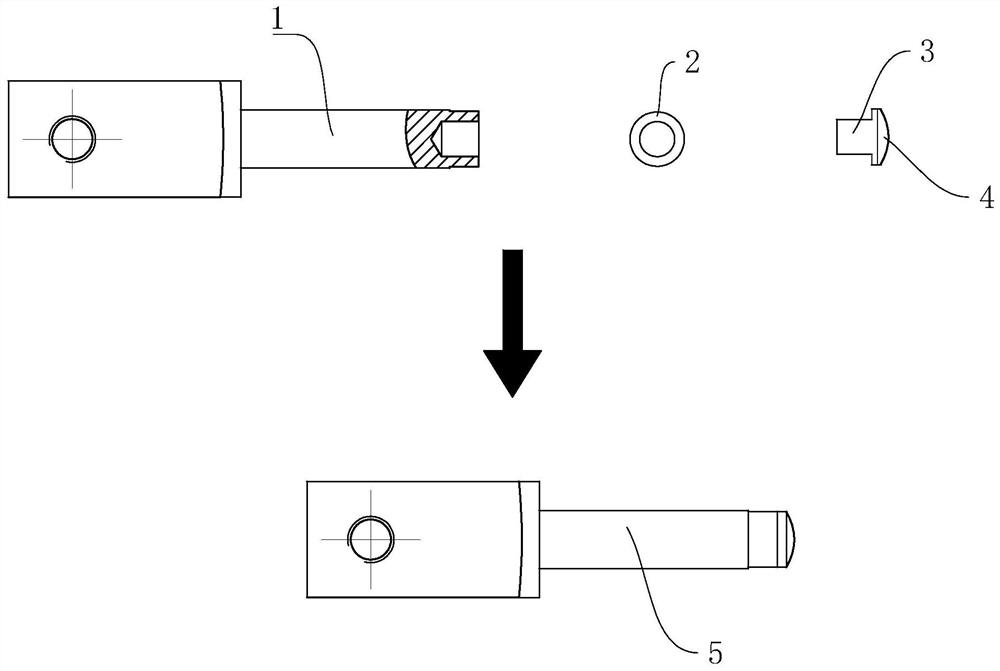
[0047] like Figure 1 to Figure 3 As shown, a welding method of an industrial plug and socket contact assembly of the present invention, the plug and socket contact assembly includes a nickel-plated terminal 1 and a silver alloy-clad copper rivet contact; the nickel-plated terminal 1 is a nickel-plated layer of 2 microns Lead brass terminal, terminal diameter is 10mm; silver alloy clad copper rivet contact is AgSnO 2 Composite copper rivet contact, including nail foot 3 and nail head 4, the rivet contact specification is: R9.6X3+6X6, the diameter tolerance of nail foot 3 is 6 -0.1 mm The diameter of the positioning hole of the nickel-plated terminal is 6.1mm.
[0048] Prepare ring solder 2, the inner diameter is 6.05mm, the outer diameter is 9.4mm, the thickness is 0.10mm, and the material is BAg56CuZnSn.
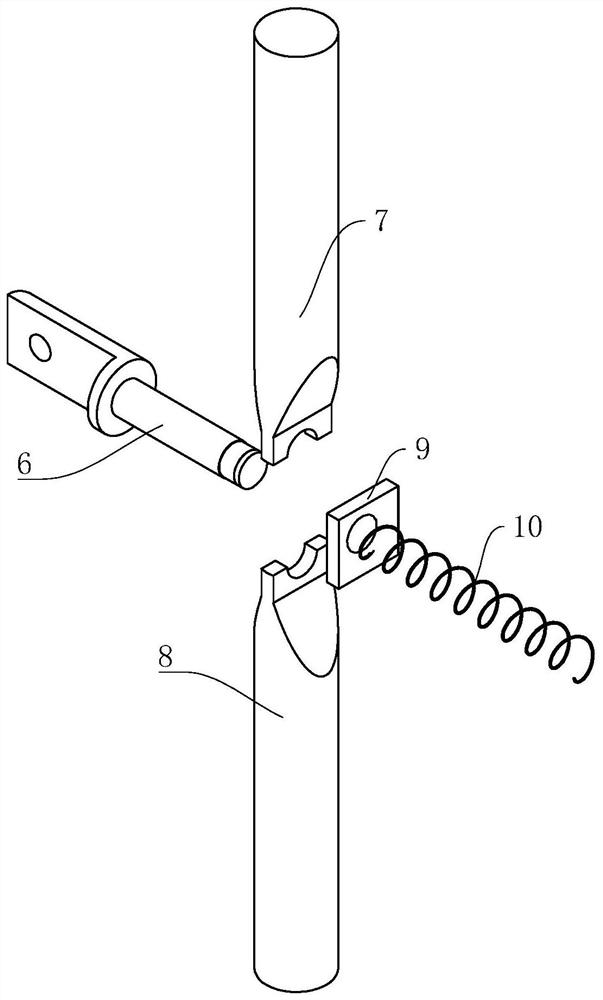
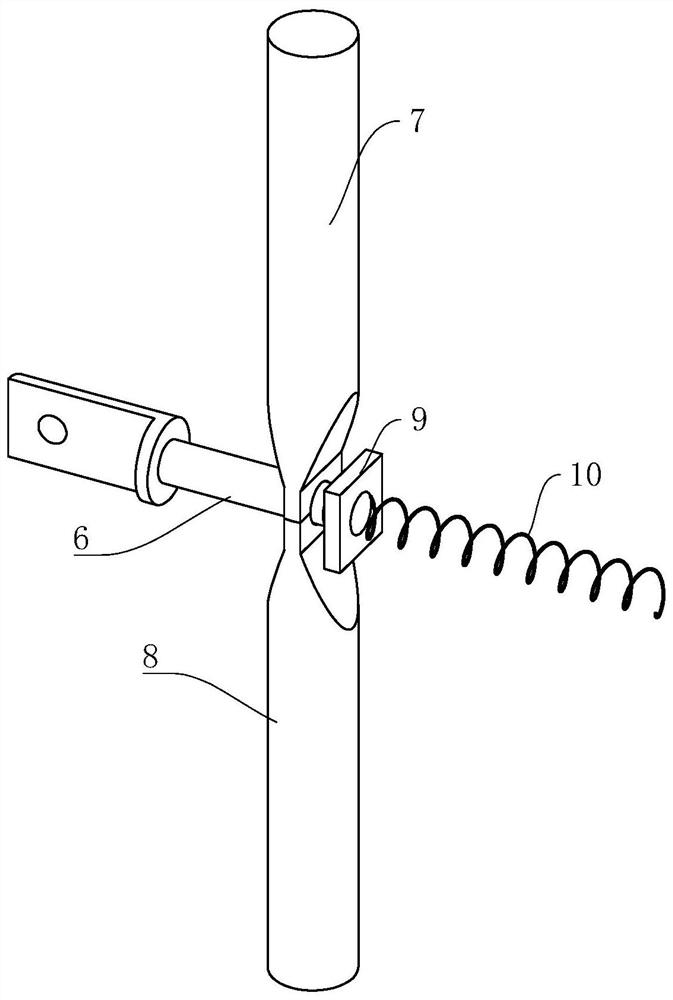
[0049] The first electrode 7 and the second electrode 8 made of three-high graphite material are ready to be welded. The first electrode 7 and the second electrode 8 have...
Embodiment 2
[0054] like Figure 1 to Figure 3 As shown, a welding method of an industrial plug and socket contact assembly of the present invention, the plug and socket contact assembly includes a nickel-plated terminal 1 and a silver alloy-clad copper rivet contact; the nickel-plated terminal 1 is a nickel-plated layer of 2 microns Lead brass terminal, terminal diameter is 5mm; silver alloy clad copper rivet contact is AgCdO clad copper rivet contact, including nail foot 3 and nail head 4, rivet contact specification: R4.8X2+3X3, nail foot 3 diameter tolerance is 3 -0.1 mm The diameter of the positioning hole of the nickel-plated terminal is 3.1mm.
[0055] Prepare annular solder 2, with an inner diameter of 3.05mm, an outer diameter of 4.4mm, a thickness of 0.05mm, and a material of BAg45CuZn.
[0056] The first electrode 7 and the second electrode 8 made of three-high graphite material are ready to be welded. The first electrode 7 and the second electrode 8 have the same structure, b...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com