

On-line quenching complex-phase structure hot-rolled wear-resistant steel and preparation method thereof
A wear-resistant steel, controlled rolling technology, applied in the field of hot-rolled wear-resistant steel production, can solve the problems of high alloy content, affecting the weldability of wear-resistant steel plates, and the inaccurate control of ferrite content, etc., to achieve process simplification Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
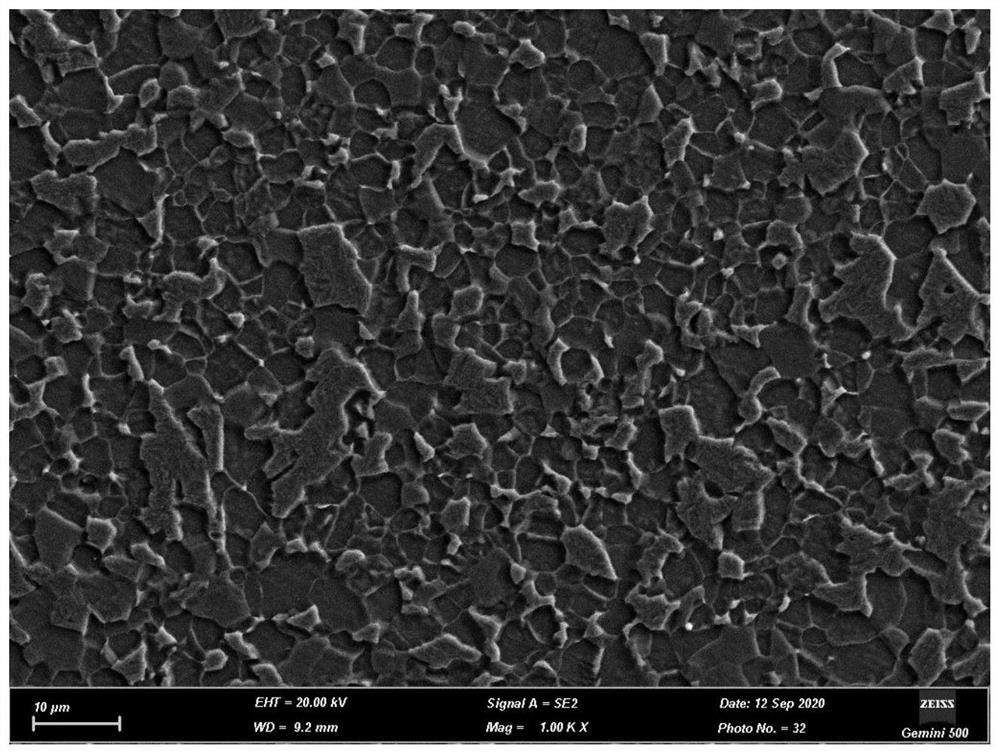
Embodiment 1
[0026] The weight percentage of chemical composition of hot-rolled wear-resistant steel with online quenching multi-phase structure is: C: 0.14%, Mn: 1.5%, Cr: 0.20%, Si: 1.0%, Nb: 0.02%, the balance is Fe and unavoidable impurities;
[0027] Smelting according to the specified chemical composition, including molten iron pretreatment, converter steelmaking, LF external refining, RH degassing treatment, and then adopting slab continuous casting to obtain hot-rolled slabs;
[0028] Heating and homogenizing the slab, the process is to heat the slab to 1200 oC, keep warm for 3 hours, and the temperature of the furnace is 1150 o c. After rough rolling + finishing rolling, it is rolled into a thin plate with a thickness of 4mm. Finish rolling start temperature is 950 o C, the final rolling temperature is 850 o C;
[0029] The hot-rolled plate is subjected to on-line heat treatment, firstly control the cooling speed of the head of the cooling plate to 15 o C / s lasts for 4s, th...
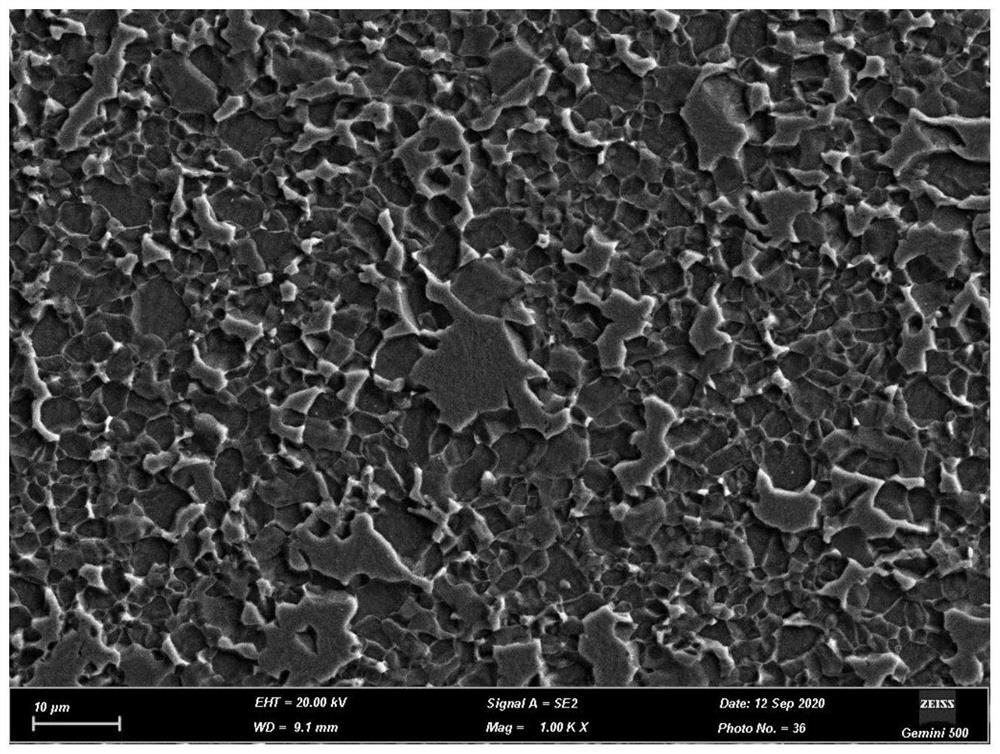
Embodiment 2
[0032] On-line quenching multi-phase structure hot rolling wear-resistant chemical composition weight percentage is: C: 0.14%, Mn: 1.6%, Cr: 0.28%, Si: 1.0%, Nb: 0.02%, the balance is Fe and unavoidable impurities;
[0033] Smelting according to the specified chemical composition, including molten iron pretreatment, converter steelmaking, LF external refining, RH degassing treatment, and then adopting slab continuous casting to obtain hot-rolled slabs;
[0034] Heating and homogenizing the slab, the process is to heat the slab to 1280 o C, keep warm for 4 hours, and the temperature of the furnace is 1200 o c. After rough rolling + finishing rolling, it is rolled into a thin plate with a thickness of 6mm. Finish rolling start temperature is 1050 o C, the finishing temperature is 900 o C;
[0035] The hot-rolled plate is subjected to online heat treatment, firstly control the cooling speed of the head of the cooling plate to 20 o C / s lasts for 5s, then adjust the cooling s...
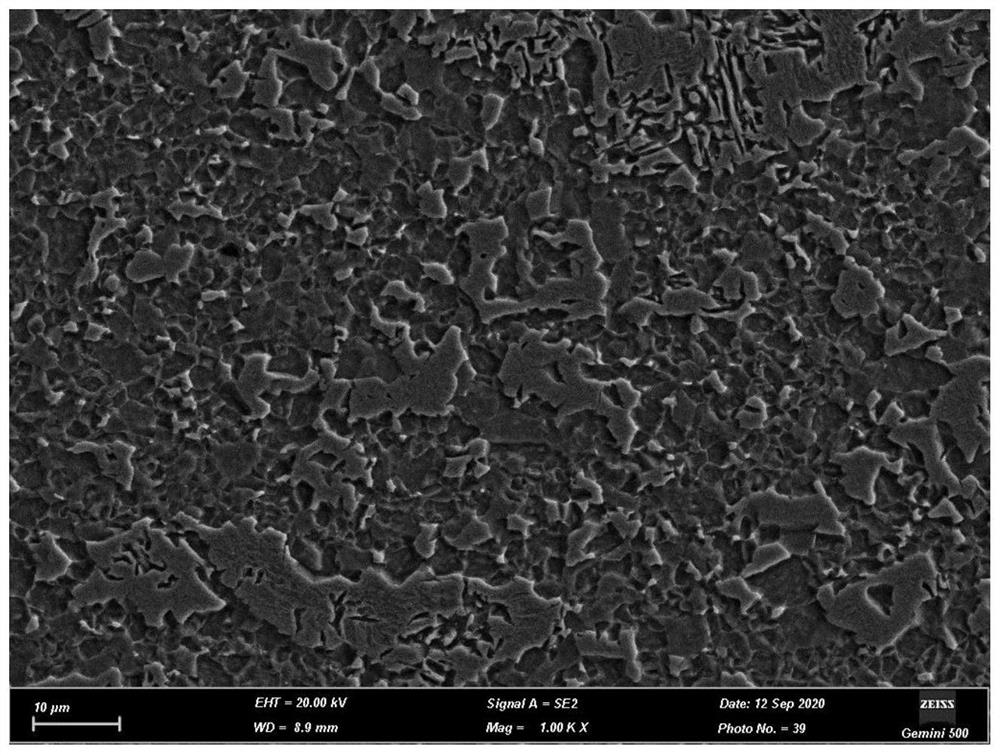
Embodiment 3
[0038] On-line quenching multi-phase structure hot rolling wear-resistant chemical composition weight percentage is: C: 0.18%, Mn: 2.0%, Cr: 0.30%, Si: 1.3%, Nb: 0.04%, the balance is Fe and unavoidable impurities;
[0039] Smelting according to the specified chemical composition, including molten iron pretreatment, converter steelmaking, LF external refining, RH degassing treatment, and then adopting slab continuous casting to obtain hot-rolled slabs;
[0040] Heating and homogenizing the slab, the process is to heat the slab to 1200 o C, keep warm for 4 hours, and the temperature of the furnace is 1160 o c. After rough rolling + finishing rolling, it is rolled into a thin plate with a thickness of 4mm, and the starting temperature of the finishing rolling is 1000 o C, the final rolling temperature is 890 o c.
[0041] The hot-rolled plate is subjected to online heat treatment, firstly control the cooling speed of the head of the cooling plate to 20 o C / s lasts for 4s, t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More