

Hot-rolled H-shaped steel and production method thereof
A production method and technology for H-beams, applied in metal rolling, metal rolling, rolling mill control devices, etc., can solve the problems of flange surface wave or web surface wave defect, side bending, non-disclosure, etc., and meet product specifications A wide range of effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
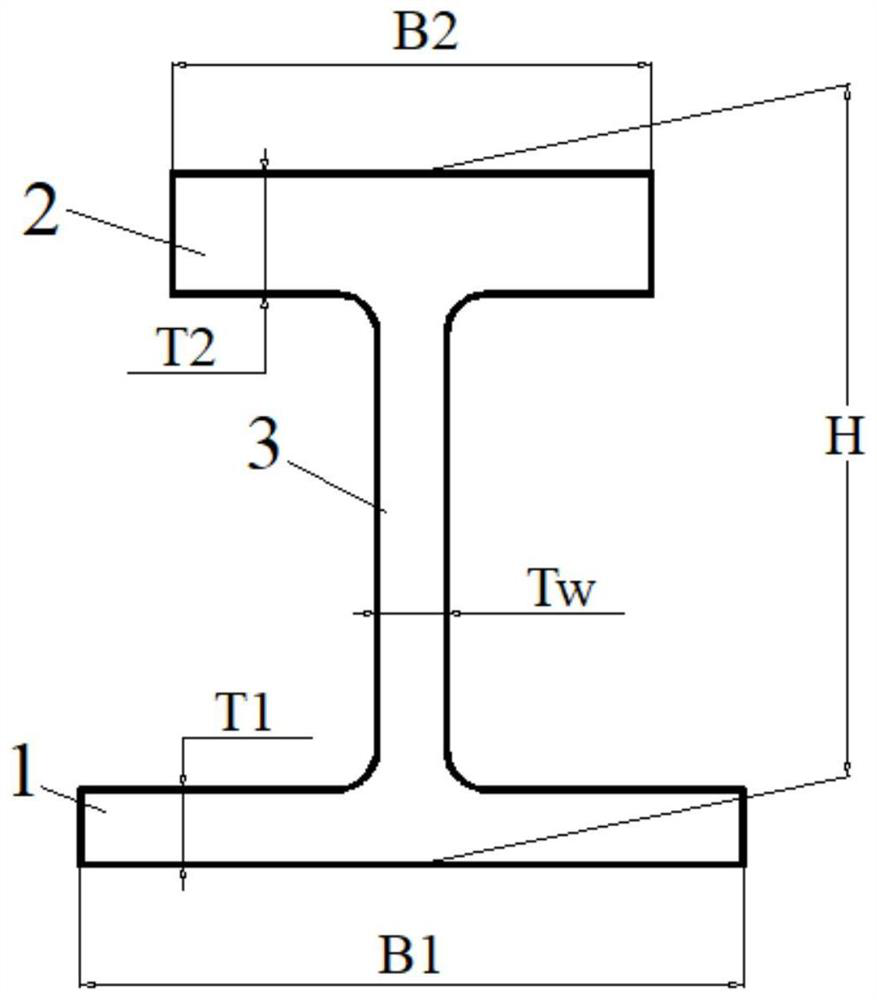
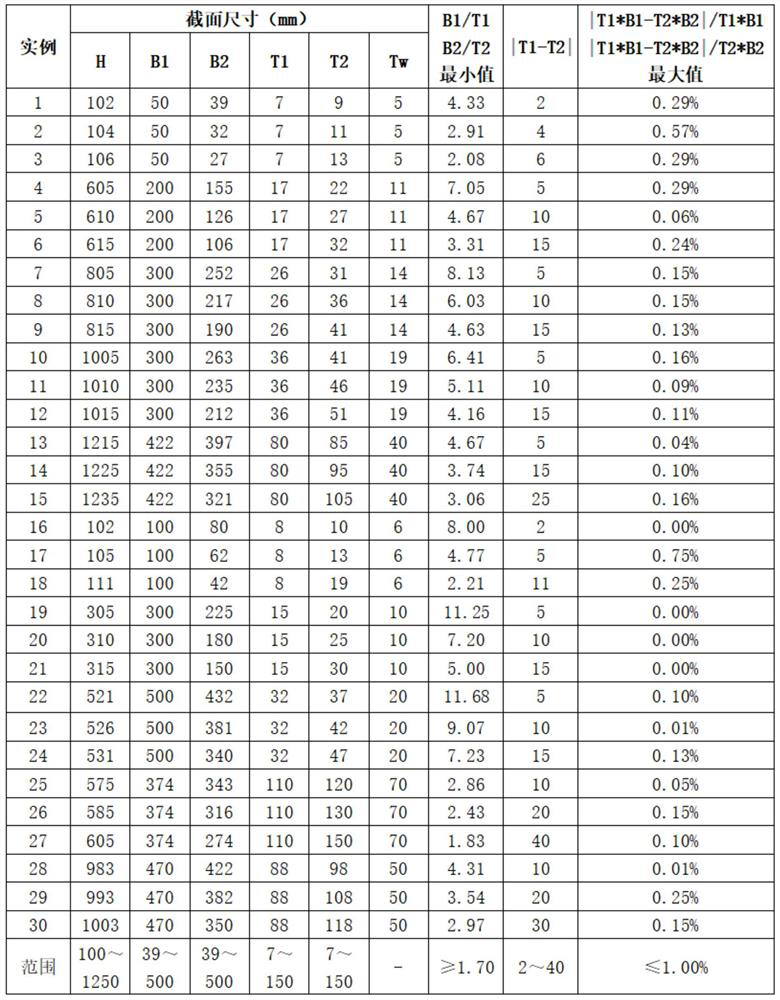
[0049] As shown in Table 1, the web height H is 102 mm, the width B1 of the first flange plate 1 is 50 mm, the width B2 of the second flange plate 2 is 39 mm, and the thickness T1 of the first flange plate 1 is 7 mm. The thickness T2 of the second flange plate 2 is 9mm, the web thickness Tw is 5mm, |T1-T2|=2mm, |T1*B1-T2*B2| / T1*B1 and |T1*B1-T2*B2| / The maximum value of both T2*B2 is 0.29.
Embodiment 2
[0051] As shown in Table 1, the web height H is 104 mm, the width B1 of the first flange plate 1 is 50 mm, the width B2 of the second flange plate 2 is 32 mm, and the thickness T1 of the first flange plate 1 is 7 mm. The thickness T2 of the second flange plate 2 is 11mm, the web thickness Tw is 5mm, |T1-T2|=2.91mm, |T1*B1-T2*B2| / T1*B1 and |T1*B1-T2*B2| / T2*B2 The maximum of the two is 0.57.
Embodiment 3
[0053] As shown in Table 1, the web height H is 106 mm, the width B1 of the first flange plate 1 is 50 mm, the width B2 of the second flange plate 2 is 27 mm, and the thickness T1 of the first flange plate 1 is 7 mm. The thickness T2 of the second flange plate 2 is 13mm, the web thickness Tw is 5mm, |T1-T2|=2.08mm, |T1*B1-T2*B2| / T1*B1 and |T1*B1-T2*B2| / T2*B2 The maximum of the two is 0.29.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More