

Method for strengthening surface of 2024 aluminum alloy
A surface strengthening, aluminum alloy technology, applied in the field of shot peening, can solve the problem of difficult to meet the performance requirements of 2024 aluminum alloy parts, and achieve the effect of improving shot peening efficiency, high shot peening coverage and less material damage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
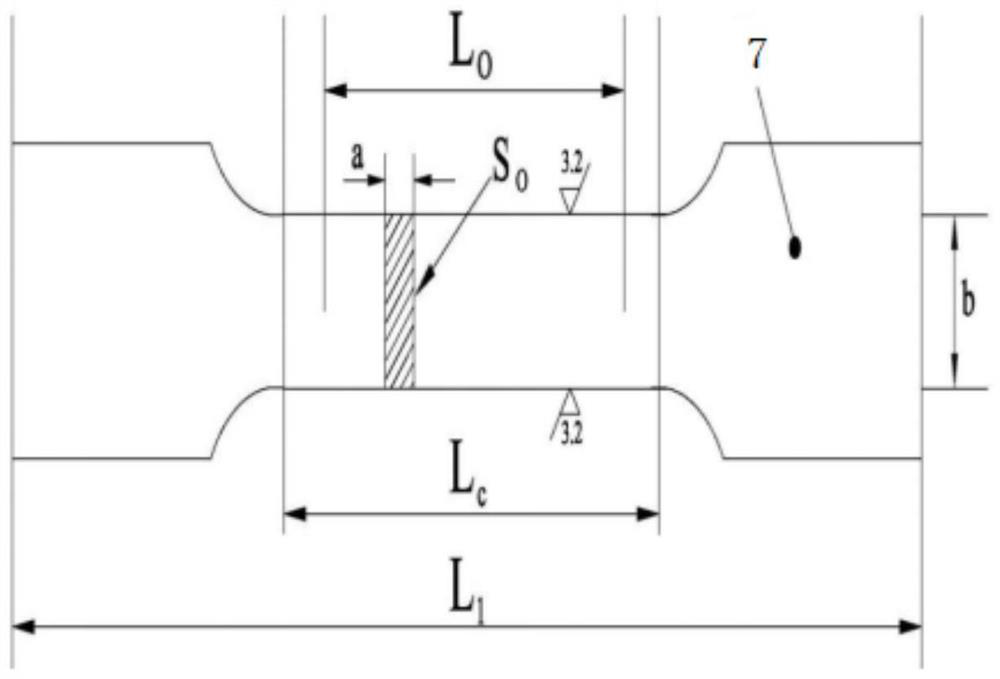
[0033] (1) The 2024 aluminum alloy thick plate was prepared into a tensile sample along the rolling direction. Before the test, the sample was ground and polished with silicon carbide sandpaper, and cleaned with alcohol.
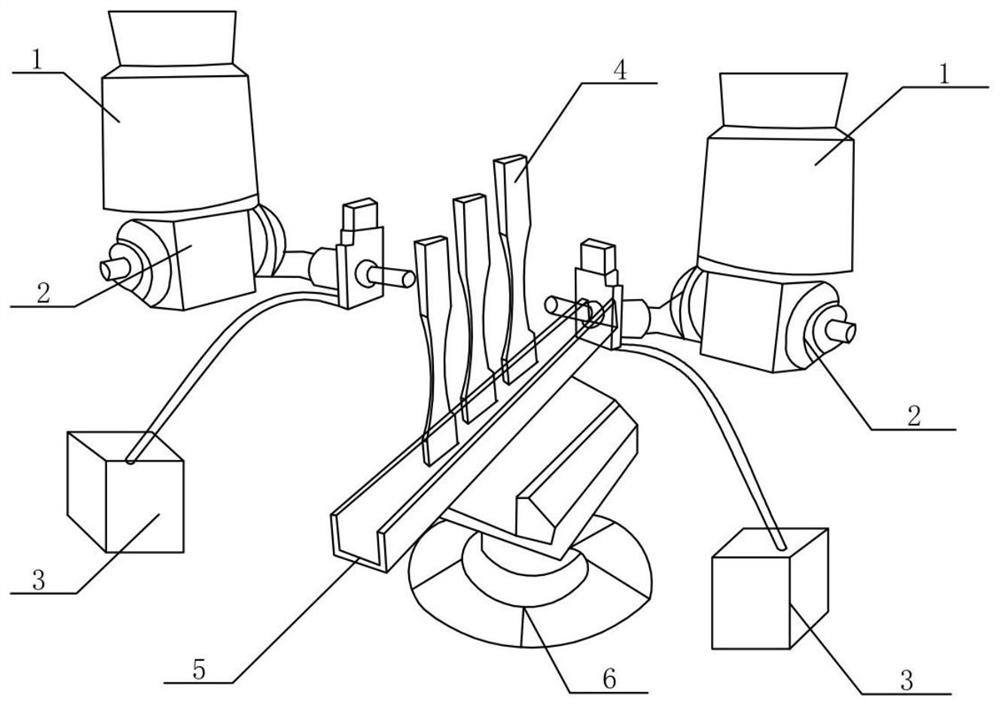
[0034] (2) Put the prepared tensile sample on the fixture of the shot peening device for shot peening. Shot peening parameters are as follows: Shot peening angle: 90°, double-sided single nozzle spraying; flow rate: 10kg / min; shot peening distance: 500mm; moving speed: 3.0m / min; injection pressure 0.4MPa; projectiles are carbon steel projectiles , the particle size is 3.18mm, and the shot peening time is 30min.
Embodiment 2
[0036] (1) The 2024 aluminum alloy thick plate was prepared into a tensile sample along the rolling direction. Before the test, the sample was ground and polished with silicon carbide sandpaper, and cleaned with alcohol.
[0037] (2) Put the prepared tensile sample on the fixture of the shot peening device for shot peening. Shot peening parameters are as follows: Shot peening angle: 90°, double-sided single nozzle spraying; flow rate: 10kg / min; shot peening distance: 500mm; moving speed: 3.0m / min; injection pressure 0.5MPa; projectiles are carbon steel projectiles , the particle size is 3.18mm, and the shot peening time is 30min.
Embodiment 3
[0039] (1) The 2024 aluminum alloy thick plate was prepared into a tensile sample along the rolling direction. Before the test, the sample was ground and polished with silicon carbide sandpaper, and cleaned with alcohol.
[0040] (2) Put the prepared tensile sample on the fixture of the shot peening device for shot peening. Shot peening parameters are as follows: Shot peening angle: 90°, double-sided single nozzle spraying; flow rate: 10kg / min; shot peening distance: 500mm; moving speed: 3.0m / min; injection pressure 0.6MPa; projectiles are carbon steel projectiles , the particle size is 3.18mm, and the shot peening time is 30min.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More