

Self-locking nut machining method and self-locking nut
A technology of self-locking nuts and processing methods, which is applied in the direction of nuts, threaded fasteners, connecting components, etc., can solve the problems of easy breakage of taps in workpieces, scratches on abutment surfaces, poor verticality, etc., and achieve the lifting process The effect of processing efficiency, ensuring the verticality of the end face, and improving the manufacturing accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0051] The embodiments of the present invention will be described in detail below with reference to the accompanying drawings, but the present invention can be implemented in various ways defined and covered below.
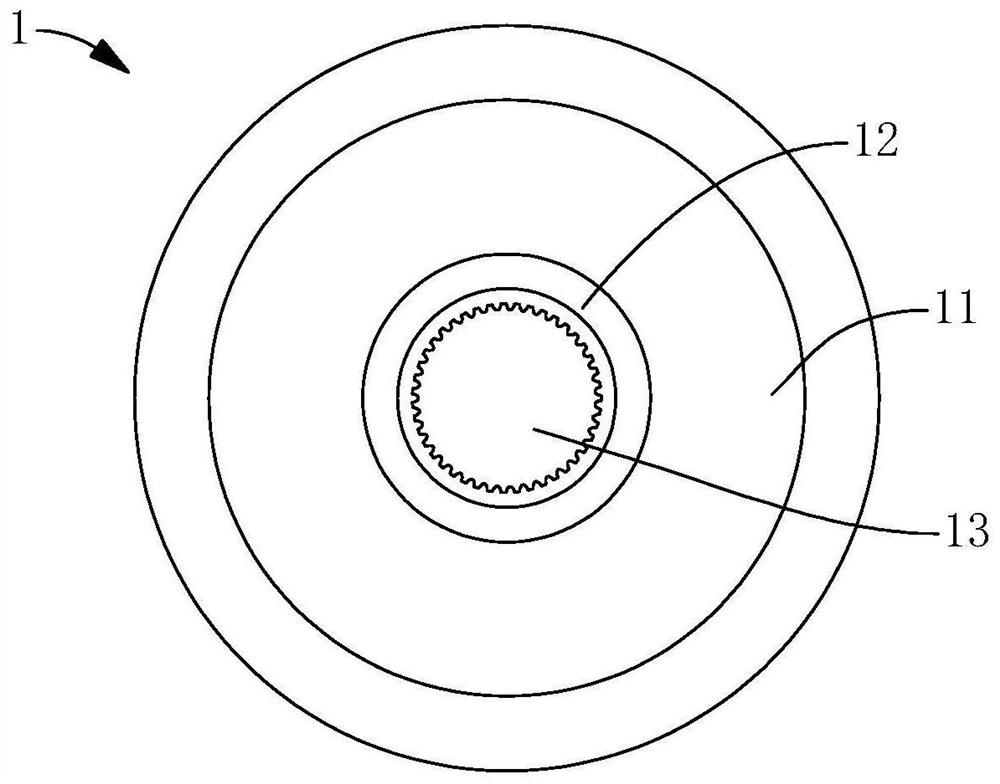
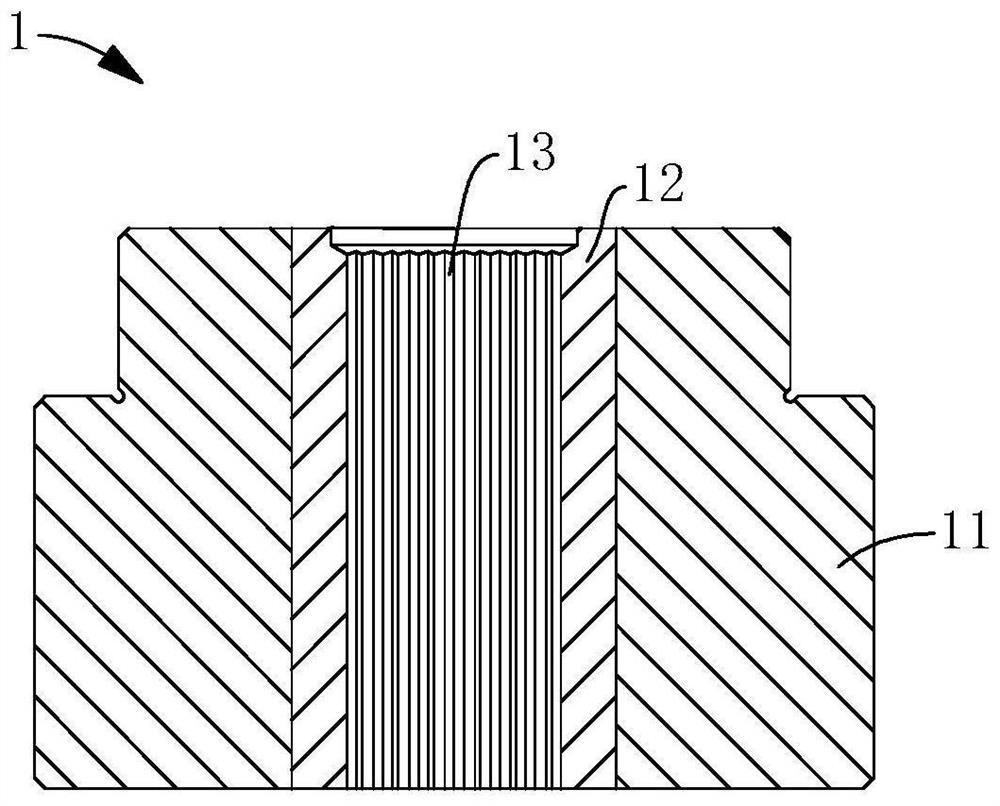
[0052] Such as figure 1 and figure 2 As shown, the embodiment of the present invention provides a self-locking nut processing method, the overall process flow is:
[0053] Collar bar→bar defect inspection→cutting→hot press forming→solution aging (to meet the comprehensive performance requirements)→car shape and thread→milling groove→end face grinding→closing molding→fluorescence detection→torque test→inspection and storage .
[0054] Self-locking nut processing method of the present invention specifically comprises the steps:
[0055] Process 1. Collar rod material: GH4169 rod material is used, and the specification is φ22mm×500mm.
[0056]GH4169 bar is a high temperature resistant alloy material with good comprehensive mechanical properties, suitable for hig...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More