Processing method of dry-type high-voltage bushing with built-in voltage-sharing ball, and high-voltage bushing
A technology of high-voltage bushing and processing method, which is applied in the parts of transformer/inductor, coil/winding/connection, insulator, etc. of transformer/inductor, can solve the problems of poor bolt connection, inconvenient test, and high surface field strength, To achieve the effect of shortening the test time, reducing the strength, and reducing the surface field strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
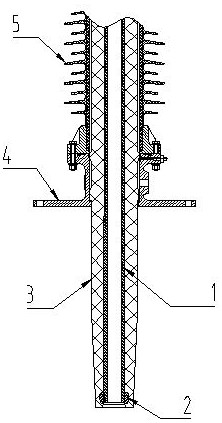
[0025] Embodiment 1: as figure 1 Shown: a processing method of a pressure equalizing ball built-in dry-type high-voltage bushing, including the following steps:
[0026] Step 1: Tighten the built-in pressure equalizing ball 2 on one end of the rolled aluminum tube 1;
[0027] Step 2: Wrap the crepe paper on the surface of the rolled aluminum tube 1 and the built-in pressure equalizing ball 2, and wind it to the required thickness to form a rolled core;
[0028] Step 3: Put the rolled core into the drying device for vacuum drying;
[0029] Step 4: Place the dried rolled core into the pouring tooling cylinder, fill the pouring tooling tube with pouring agent under vacuum conditions, pour the rolled core, and then heat and solidify;
[0030] Step 5: Demoulding the coiled core after heating and curing to obtain the dry capacitor core 3;
[0031] Step 6: Machining the dry capacitor core 3 after demoulding as required;
[0032] Step 7: Assembling the flange 4, the hollow composi...
Embodiment 2
[0039] Embodiment 2: as figure 1 Shown: a processing method of a pressure equalizing ball built-in dry-type high-voltage bushing, including the following steps:
[0040] Step 1: Tighten the built-in pressure equalizing ball 2 on one end of the rolled aluminum tube 1;
[0041] Step 2: Wrap the crepe paper on the surface of the rolled aluminum tube 1 and the built-in pressure equalizing ball 2, and wind it to the required thickness to form a rolled core;
[0042] Step 3: Put the rolled core into the drying device for vacuum drying;
[0043] Step 4: Place the dried rolled core into the pouring tooling cylinder, fill the pouring tooling tube with pouring agent under vacuum conditions, pour the rolled core, and then heat and solidify;
[0044] Step 5: Demoulding the coiled core after heating and curing to obtain the dry capacitor core 3;
[0045] Step 6: Machining the dry capacitor core 3 after demoulding as required;
[0046] Step 7: Assembling the flange 4, the hollow composi...
Embodiment 3
[0053] Embodiment 3: as figure 1 Shown: a processing method of a pressure equalizing ball built-in dry-type high-voltage bushing, including the following steps:
[0054] Step 1: Tighten the built-in pressure equalizing ball 2 on one end of the rolled aluminum tube 1;
[0055] Step 2: Wrap the crepe paper on the surface of the rolled aluminum tube 1 and the built-in pressure equalizing ball 2, and wind it to the required thickness to form a rolled core;
[0056] Step 3: Put the rolled core into the drying device for vacuum drying;
[0057] Step 4: Place the dried rolled core into the pouring tooling cylinder, fill the pouring tooling tube with pouring agent under vacuum conditions, pour the rolled core, and then heat and solidify;
[0058] Step 5: Demoulding the coiled core after heating and curing to obtain the dry capacitor core 3;
[0059] Step 6: Machining the dry capacitor core 3 after demoulding as required;
[0060] Step 7: Assembling the flange 4, the hollow composi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



