

Forging method of high-boss TC18 titanium alloy die forging
A TC18, high boss technology, applied in the field of forging hot processing, to reduce the difficulty of die forging, solve the problem of small deformation, and reduce the difficulty of control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0043] Die forging of a certain type of machine pillar outer cylinder, the material is TC18, the outline size of the forging is 927×385×279, the weight on one side is 8-10mm, and the maximum projected area is 0.231m 2 . The pre-forging design method of this patent comprises the following steps:
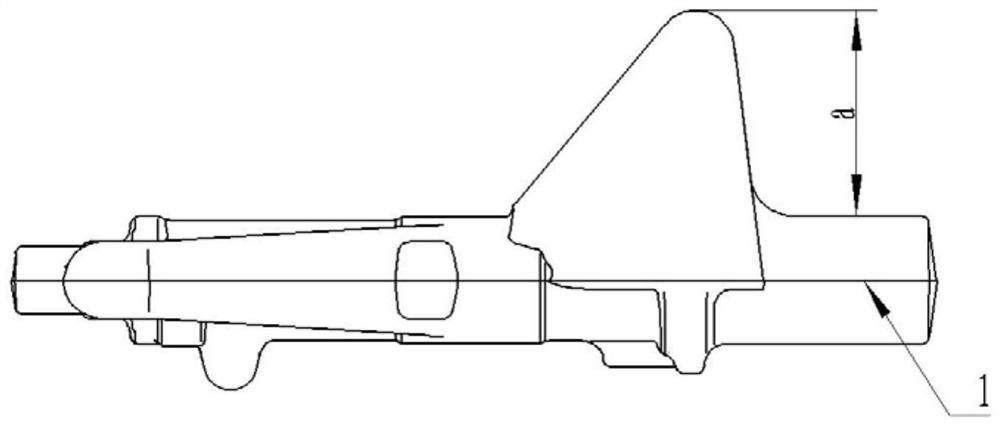
[0044] Step 1: Design the final forging according to the part shape (see figure 1 ), the maximum projected area of the final forging is 0.231m 2 It is the parting surface, which is convenient for the final forging forming;
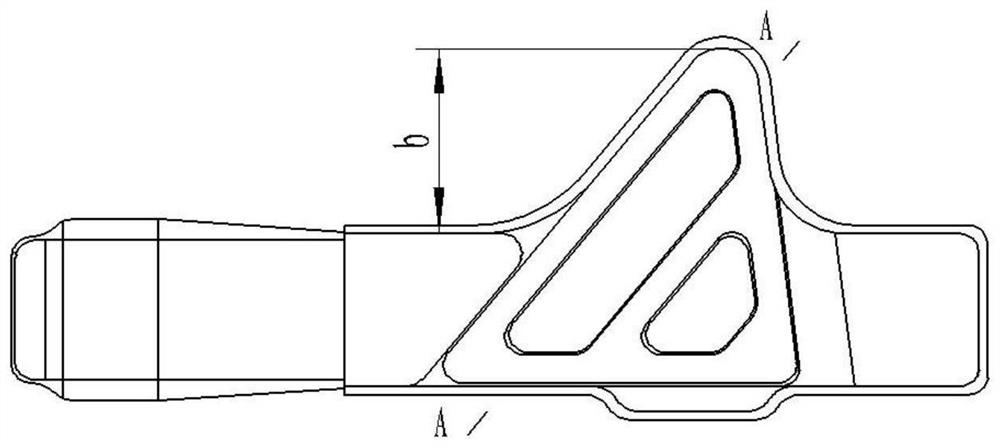
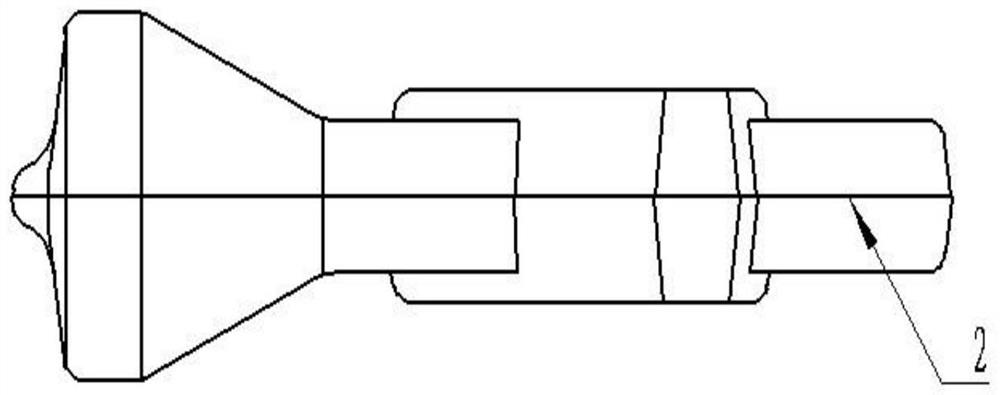
[0045] Step 2: Design the simplified pre-forging according to the structure of the final forging (see figure 2 ), the parting surface of the pre-forging is chosen to be perpendicular to the parting surface of the final forging (see image 3 ), when die forging is formed, pre-forging and final forging are cross forging methods; grooves are dug on the upper and lower surfaces of the pre-forging (see Figure 5 ), where U-shaped groove L=80mm, h=20mm; satisfy ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More