

Automatic flame brazing machine for copper and aluminum welding
A flame brazing and automatic technology, applied in welding equipment, applications, household appliances, etc., can solve the problems of non-melting welding wire, unsatisfactory welding quality, and difficult welding, so as to improve the stability of welding quality and improve production. Efficiency, the effect of improving welding yield and brazing quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] The embodiments of the present invention will be described in detail below with reference to the accompanying drawings.
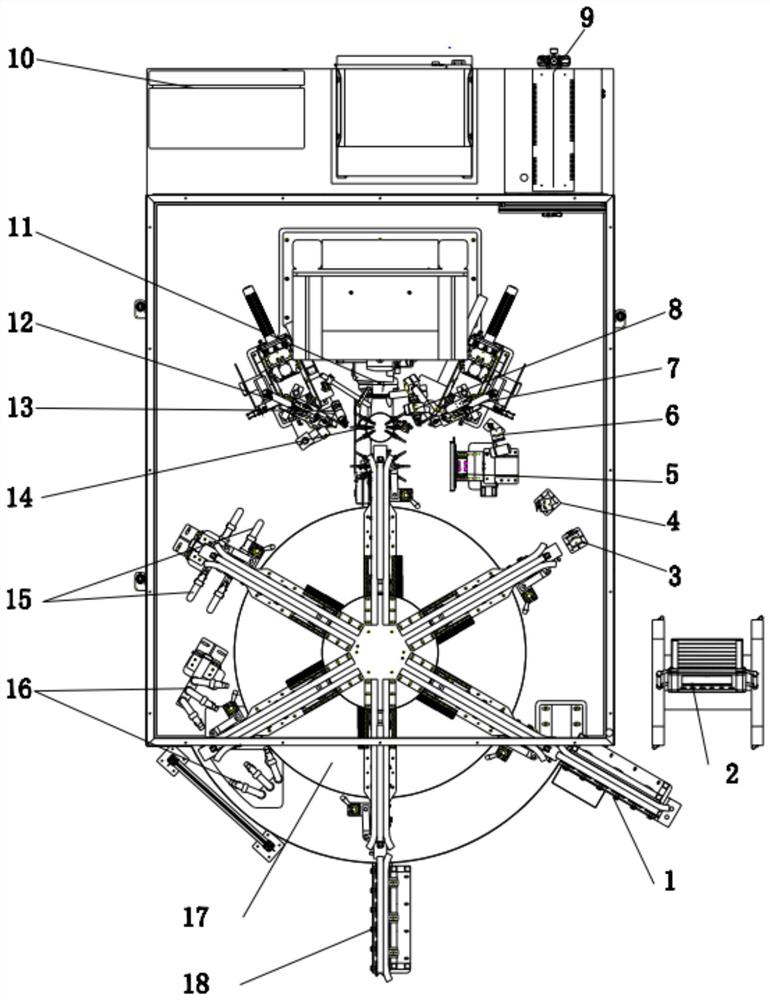
[0023] The automatic flame brazing machine for copper-aluminum welding of micro-channel heat exchangers in the embodiment of the present invention is a six-station turntable automatic flame brazing machine, including a feeding station, a detection station, a welding station, two A cooling station and a blanking station.
[0024] At the loading station, the workpiece on the pre-loading tool 1 can be pushed into place, the protective cover is put on, and solder paste is applied to the welding place. The operation box 2 can use the operation box with button touch screen, which can realize the saving of parameters of various models, quick selection and convenient operation.
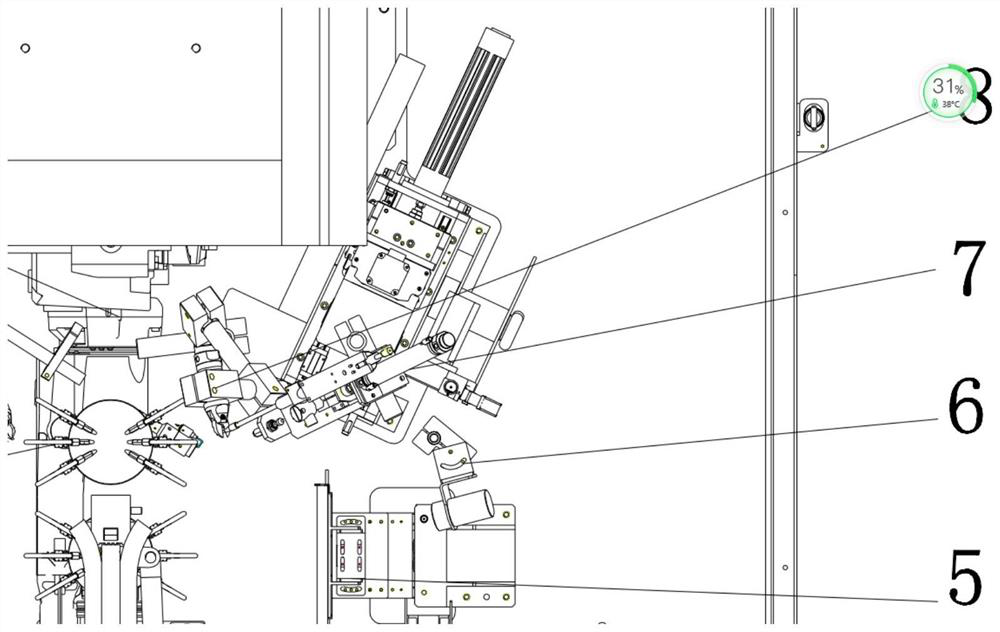
[0025] At the detection station, a detection part 3 for the presence or absence of a protective plate and a detection part 4 for the presence or absence of a workpiece are provided...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More