

Cooling water flow acquisition method and temperature calculation method for hot-rolled carbon steel laminar cooling jet header
A technology of cooling water flow and cooling spray, applied in the direction of temperature control, workpiece cooling device, metal rolling, etc. The effect of fewer assumptions and simplified conditions, faster calculation speed, and improved control accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
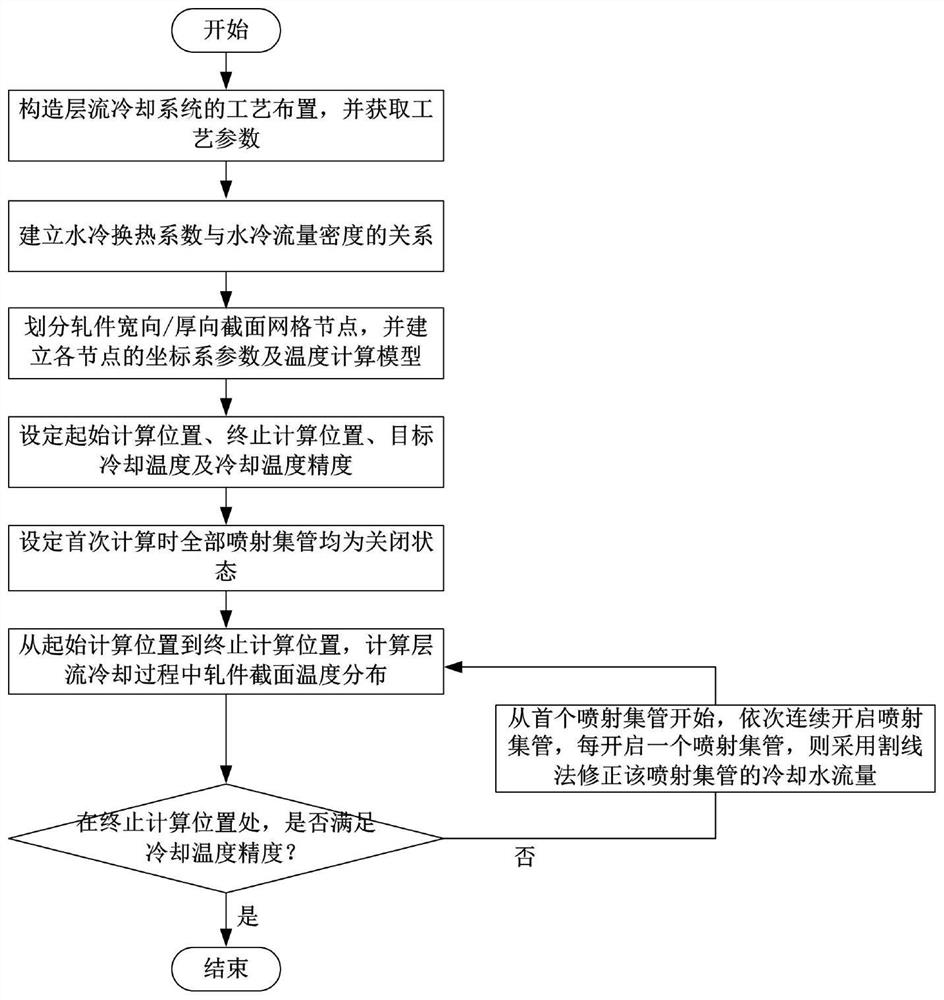
[0102] see figure 1 , the embodiment of the invention provides a cooling water flow acquisition method for hot-rolled carbon steel laminar flow cooling injection header, comprising the following steps:
[0103] S1. Construct the process layout of the laminar flow cooling system, and obtain the process parameters, including the number of spray headers, the center position of each spray header, the spray width, the length of the spray area and the maximum cooling water flow, the thickness, width and speed of the rolled piece , initial temperature and thermophysical parameters.
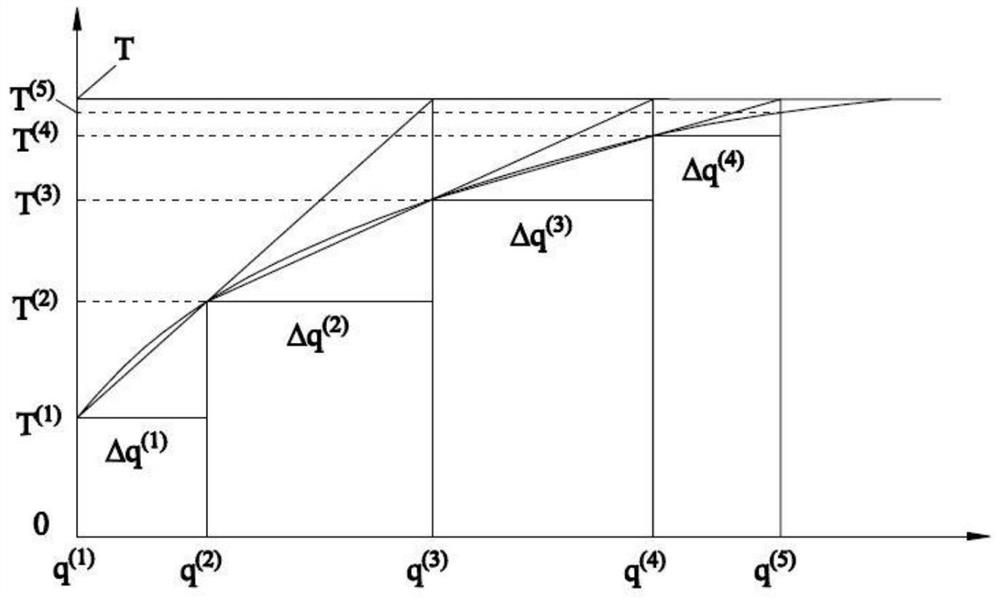
[0104] S2. Establish the relationship between the water-cooling heat transfer coefficient and the water-cooling flow density; the establishment of the relationship between the water-cooling heat transfer coefficient and the water-cooling flow density is obtained by the water-cooling test, and the corresponding water cooling under the corresponding water-cooling flow density is calculated by the linear in...
Embodiment 2
[0174] This embodiment takes hot-rolled low-carbon steel Q235 as an example. On the basis of the method described in Embodiment 1, calculate the preset value of the cooling water flow rate of each spray header in the laminar flow cooling process, and compare it with the actual measured temperature on site. Values are compared to further illustrate the versatility and accuracy of the method of the present invention. The process layout of the laminar flow cooling system is as follows: image 3 As shown, the number of injection headers is 34, and the number from the laminar flow cooling inlet to the outlet is 1# to 34#. The serial number, center position, spray width, spray area length and maximum cooling water flow of each injection header are shown in the table 1 As shown in the first column to the fifth column, the thickness of the rolled piece is 2mm, the width is 1600mm, the initial temperature is 880°C, the thermal conductivity of the rolled piece is 30W / (m×°C), and the s...
Embodiment 3
[0186] The embodiment of the present invention also discloses a method for calculating the laminar flow cooling temperature of hot-rolled strip steel, comprising the following steps:
[0187] Divide the grid nodes of the width-thickness section of the rolled piece, and establish the coordinate system parameters and temperature calculation model of each node;
[0188] Establish the relationship between water-cooling heat transfer coefficient and water-cooling flux density;
[0189] Calculate the water-cooling heat transfer coefficient according to the cooling water flow rate of each injection header set in the laminar cooling process;
[0190] The established temperature calculation model is used to calculate the cross-sectional temperature distribution of the rolled piece during the laminar cooling process.
[0191] Further, divide the grid nodes of the width-thickness section of the rolled piece, and establish the coordinate system parameters and temperature calculation mode...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More