Casting method for compounding high-strength super-wear-resistant copper alloy on surface of steel base and composite alloy and application thereof
A surface composite and composite alloy technology, applied in the field of metal alloy forging, can solve the problems of low composite interface strength, short service life, insufficient comprehensive mechanical properties, etc. Effect of composite interface strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
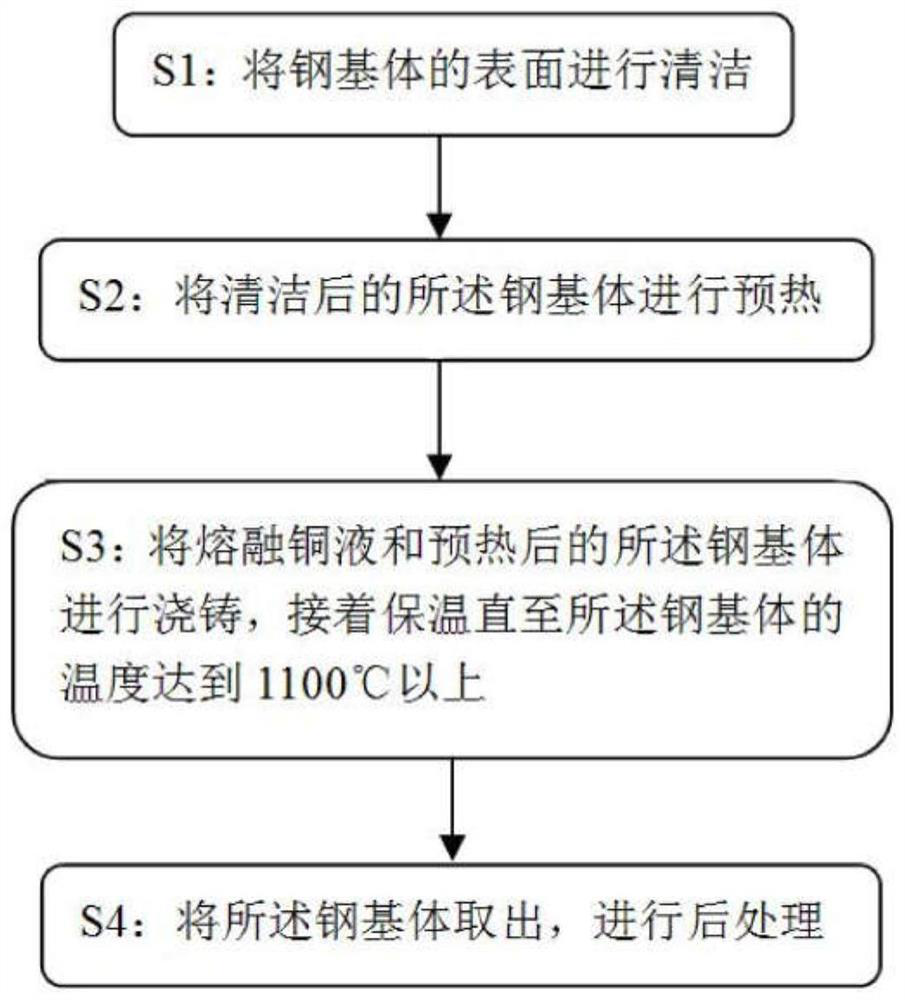
[0045] The embodiment of the present invention provides a casting method of steel-based surface composite high-strength super wear-resistant copper alloy, such as figure 1 As shown, it specifically includes the following steps:
[0046] S1, cleaning the surface of the tubular steel substrate;
[0047] S2, followed by preheating at 425°C for 12 minutes;
[0048] S3. Heat and melt the copper alloy to obtain molten copper at a temperature of 1120°C, and place the steel substrate in a melting furnace at 1140°C for 30 seconds, cast the molten copper on the surface of the steel substrate, and then seal the melting furnace After that, keep it warm for 25 minutes until the temperature of the steel matrix is > 1100°C;
[0049] S4. Take out the steel matrix and centrifuge at 2500rpm for 3min.
[0050]Specifically, the material of the steel matrix is commercially available 45# carbon steel.
[0051] Specifically, the copper alloy is composed of the following components: Cu 67.5wt...
Embodiment 2
[0053] An embodiment of the present invention provides a casting method for a steel-based surface composite high-strength super wear-resistant copper alloy, which specifically includes the following steps:
[0054] S1, cleaning the surface of the tubular steel substrate;
[0055] S2, then preheating at 360°C for 15 minutes;
[0056] S3. Heat and melt the copper alloy to obtain molten copper at a temperature of 1080°C, and place the steel substrate in a melting furnace at 1100°C for 30 seconds, cast the molten copper on the surface of the steel substrate, and then seal the melting furnace After that, keep it warm for 30 minutes until the temperature of the steel matrix is > 1100°C;
[0057] S4. Take out the steel matrix and vibrate for 3 minutes at a frequency of 180 Hz and an amplitude of 0.25 mm.
[0058] Specifically, the material of the steel matrix is commercially available 40Cr alloy structural steel.
[0059] Specifically, the copper alloy is composed of the follo...
Embodiment 3
[0061] An embodiment of the present invention provides a casting method for a steel-based surface composite high-strength super wear-resistant copper alloy, which specifically includes the following steps:
[0062] S1, cleaning the surface of the tubular steel substrate;
[0063] S2, then preheating at 580°C for 15 minutes;
[0064] S3. Heat and melt the copper alloy to obtain molten copper at a temperature of 1150°C, and place the steel substrate in a melting furnace at 1150°C for 30 seconds, cast the molten copper on the surface of the steel substrate, and then seal the melting furnace Afterwards, keep warm for 22 minutes until the temperature of the steel matrix is > 1100°C, and continue to keep warm for 5 minutes;
[0065] S4. Take out the steel matrix, and centrifuge at 3600rpm for 1.5min.
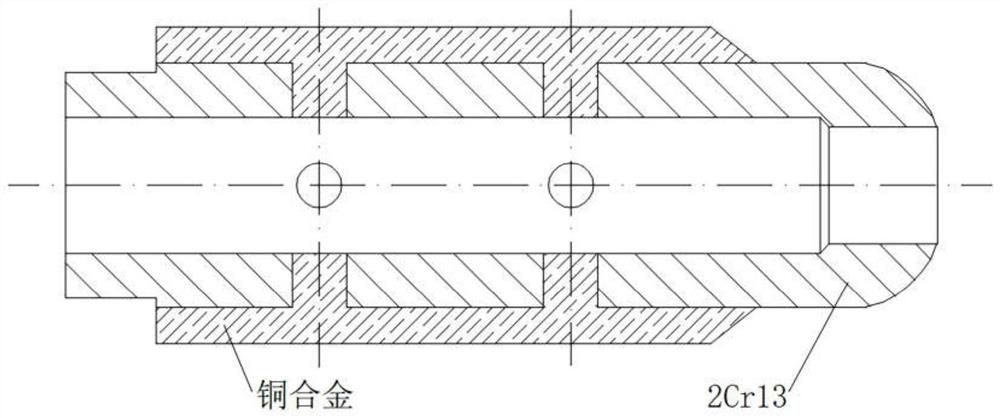
[0066] Specifically, the material of the steel matrix is commercially available 2Cr13 alloy structural steel.
[0067] Specifically, the copper alloy is composed of the followi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com