Method for internally arranging steel wire without exposure in manufacturing process of long and thin sand core
A production process and steel wire technology, applied in cores, manufacturing tools, casting molding equipment, etc., can solve problems affecting casting quality, steel wire exposure or offset, casting adhesion, etc., to reduce casting scrap rate, improve molding quality, Avoid the effect of excessive offset
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0023] A method for embedding steel wires without exposure during the production of elongated sand cores, comprising the steps of:
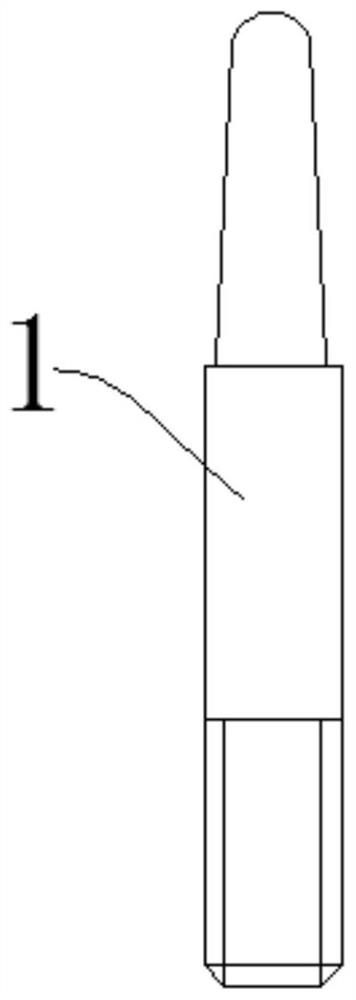
[0024] Step 1: Prefabricate three stepped hanging needles 1 according to the actual core making requirements;
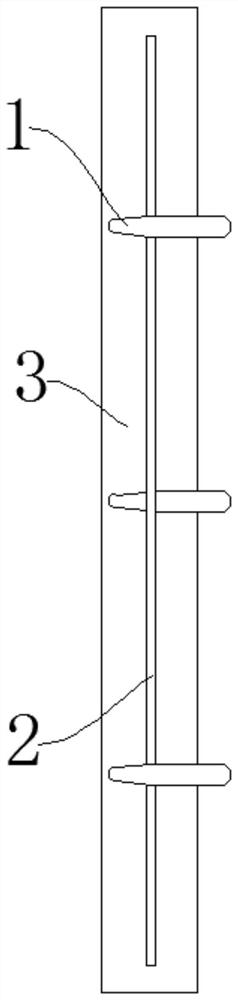
[0025] Step 2: Install the prefabricated hanging needles 1 in the core box cavity 3 in turn, and make the hanging needles 1 have a certain offset compared to the steel wire 2, so that the steel wire 2 can be squeezed more appropriately according to the needs, and the control Wire 2 position;
[0026] Step 3: The steel wire 2 that needs to be placed inside the sand core is in contact with the tapered end of the hanging needle 1 in turn, and the steel wire 2 is pre-pressed and fixed under its own elasticity by pressing;
[0027] Step 4: After the steel wire 2 is laid out, just inject the sand material for making the sand core into the core box cavity 3 and solidify it, and then the prefabrication of the sand core can be realized to ensur...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More