

Method for controlling concavo-convex appearance on the working surface when processing round head by milling cutter
A technology of workpiece surface and ball end milling cutter, which is applied in the direction of metal processing machinery parts, metal processing, automatic control devices, etc., can solve the problems that the blade phase difference cannot be set, the circumferential positioning function cannot be set, and the frictional resistance can be reduced. , increase wear resistance, increase the effect of uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
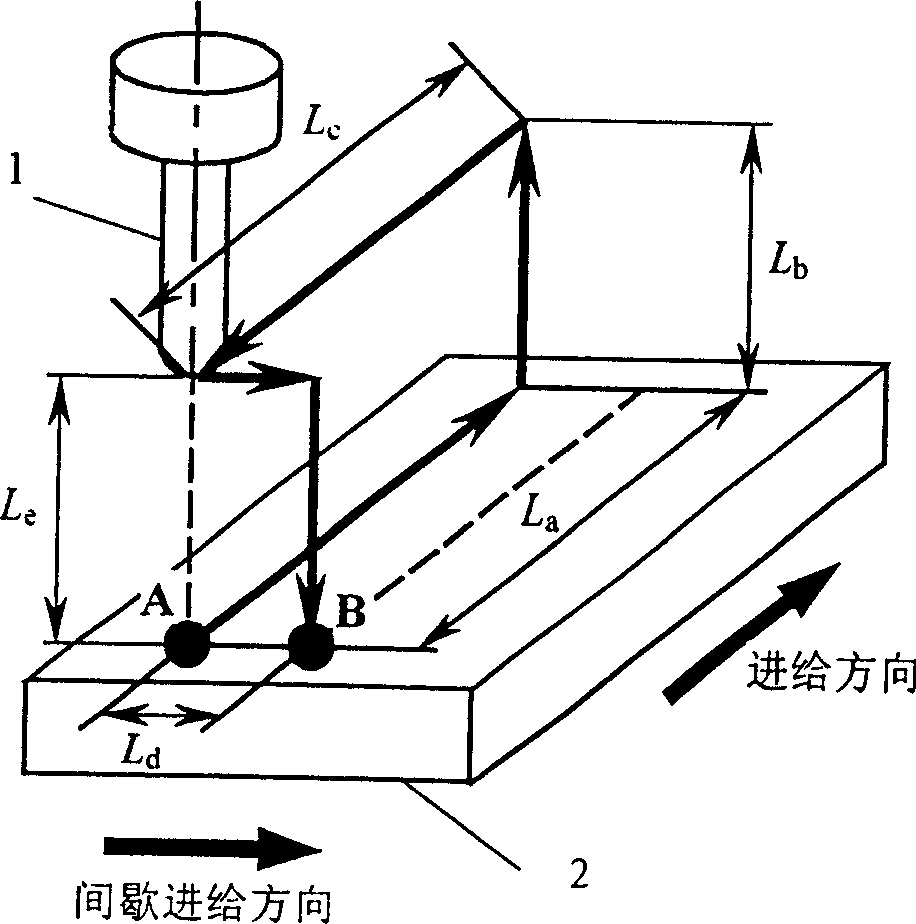
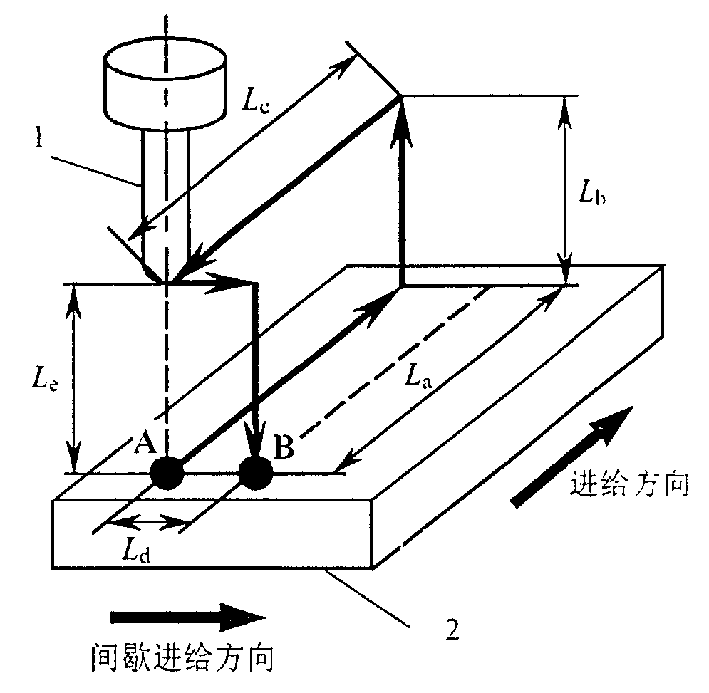
[0018] Such as figure 1 As shown, in actual processing, due to the feeding distance L of the milling cutter 1 a , back distance L c and the feed distance L d is fixed, so only the tool lift distance L b and feed distance L e to adjust the moving distance of the milling cutter, and the lifting distance L b and feed distance L e are equal, that is to say, the desired concave and convex shape can be obtained by adjusting the distance of lifting the knife.
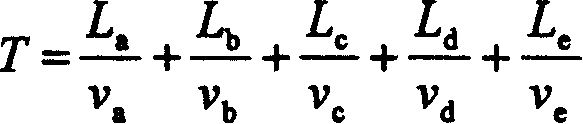
[0019] Material of workpiece 2: brass; material of milling cutter 1: solid carbide, radius of milling cutter 1 is 5 mm; cutting depth of 0.2 mm; spindle speed n=250 rpm; inclination angle of milling cutter 1 is 15°; Feed speed v a =v b =v c =v d =v e = 250 mm / min; L a = L c = 100 mm, L d = 0.5 mm.
[0020] (a) When L b = L e When = 0.750 millimeters, by formula (1)-formula (3), obtain blade phase difference ω=0 °, according to the actual machining result, the pit of machined surface corresponds neatly up and d...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More