

Investment casting mold and method of manufacture
A shell mold and model technology is applied in the field of improved investment casting to achieve the effect of increasing stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
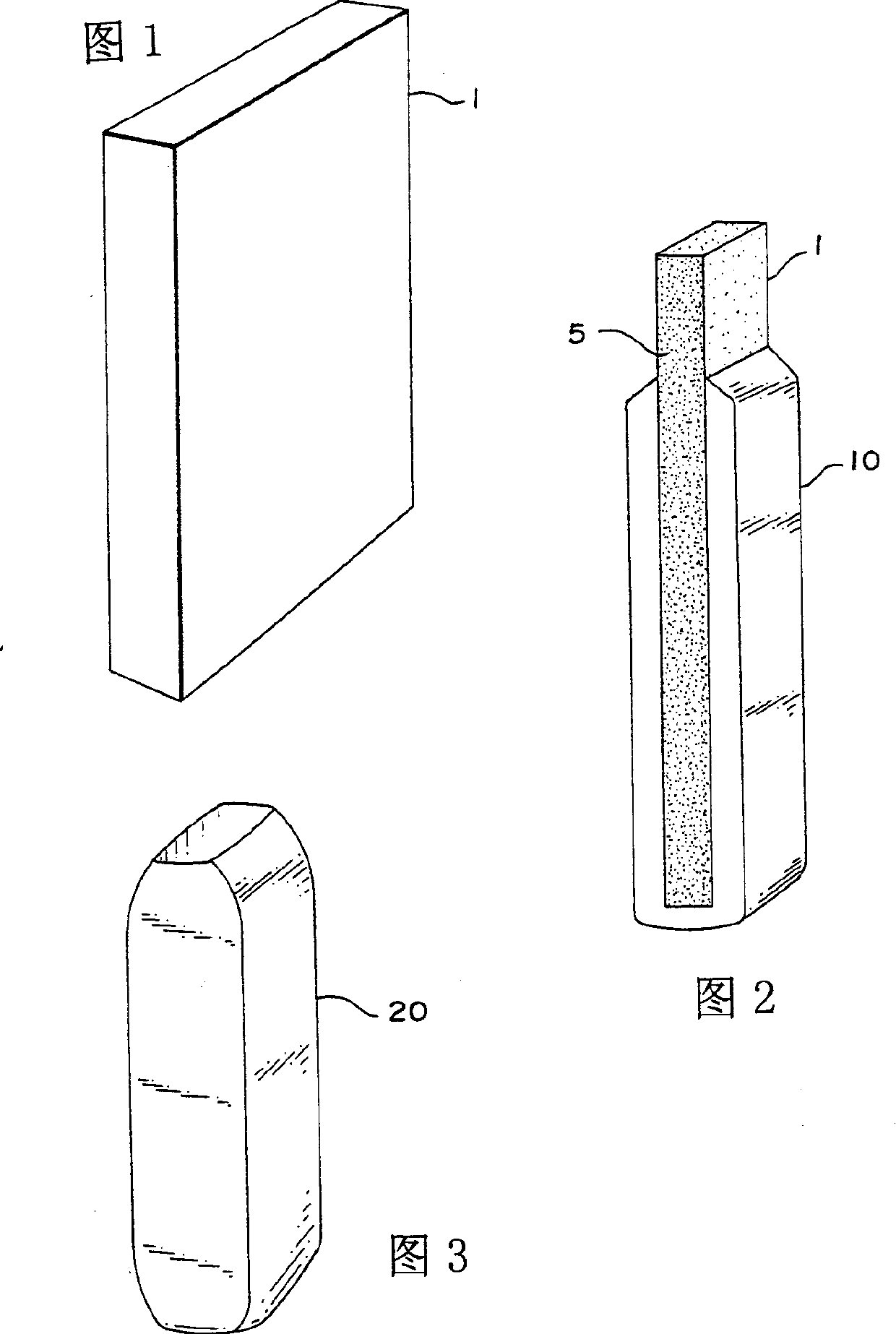
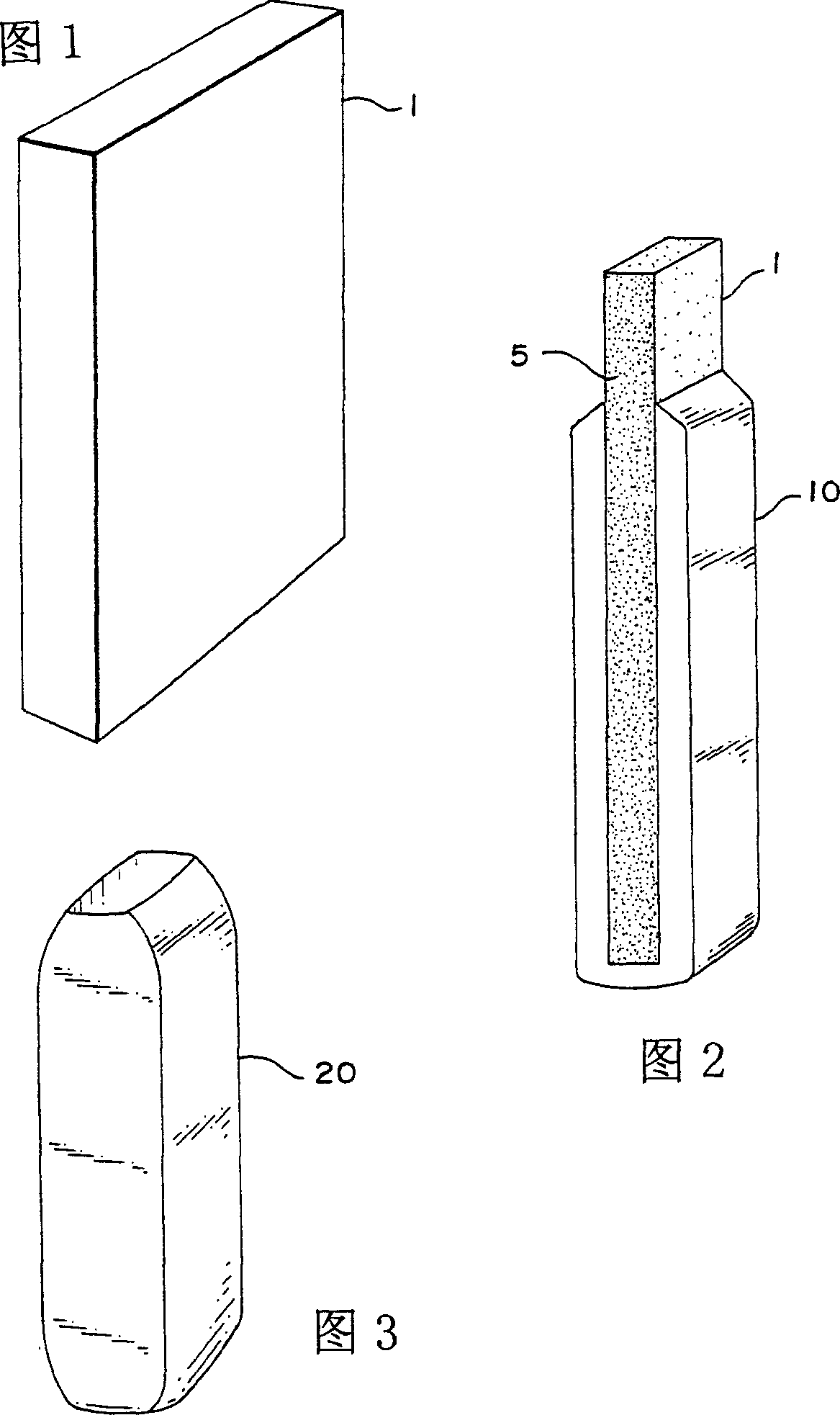
[0072] The wax strip model 1 of 8 inches×7 / 8 inches×3 / 8 inches as shown in FIG. For convenience, the same refractory mortar was used for both the bottom layer and the reinforcement layer.
[0073] Table 1
[0074] Material Dosage Megasol TM1 1000g Tecosil 120F 2 1500gZircon 325 3 400gPS 9400 Surfactant 4 2ml
[0075] 1. Megasol TM Colloidal silica sol binder with 50% solids was purchased from Wesbond Corp. Buy.
[0076] 2. Fused silica commercially available from C-E Minerals, particle size 44-177 microns.
[0077] 3. Calcined Florida zircon was purchased from Continental Materials with a particle size of -325 mesh.
[0078] 4. A nonionic surfactant commercially available from Buntrock Industries, Williamsbug, VA, PS 9400 is a polyethyldecanol having a specific gravity of about 0.1.
[0079] The wax model 1 was dipped in the refractory mud for 5 seconds, removed, and drained for 10 seconds to for...
example 12
[0099] The procedure of Example 10 was followed except that NYACOL 830 was diluted with water to provide a colloidal silica solids content of 24%. MOR was measured as in Example 1.
example 13
[0102] Except for Ludox with an average particle size of 14 nm and a colloidal silica solids content of 35% _ HS40 colloidal silica sol instead of Megasol with 50% solids content TM Other than that, proceed as in Example 1. Ludox _ HS 40 is available from E. I. Dupont de Nemours, Inc. Buy. The green and fired MORs were measured as in Example 1.
[0103] example
[0104] 1. After firing the shell at 1800°F for 1 hour, the resulting post-firing modulus of rupture.
[0105] *Total bake dry time for 5 reinforcement layers was 141 minutes.
[0106] **Total bake dry time for 5 reinforcement layers is 236 minutes.
[0107] example
PUM
| Property | Measurement | Unit |
|---|---|---|
| Average particle size | aaaaa | aaaaa |
| Average particle size | aaaaa | aaaaa |
| Granularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More