

Method for controlling measurement in injection molding machine, and injection molding machine
a technology of injection molding machine and measurement method, which is applied in the direction of auxillary shaping apparatus, manufacturing tools, ceramic shaping apparatus, etc., can solve the problems of inability to increase the back pressure expected, unstable measurement operation, and inability to measure, so as to avoid drooling or cobwebbing, and the variation in weight of molded items can be made as low as possible
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
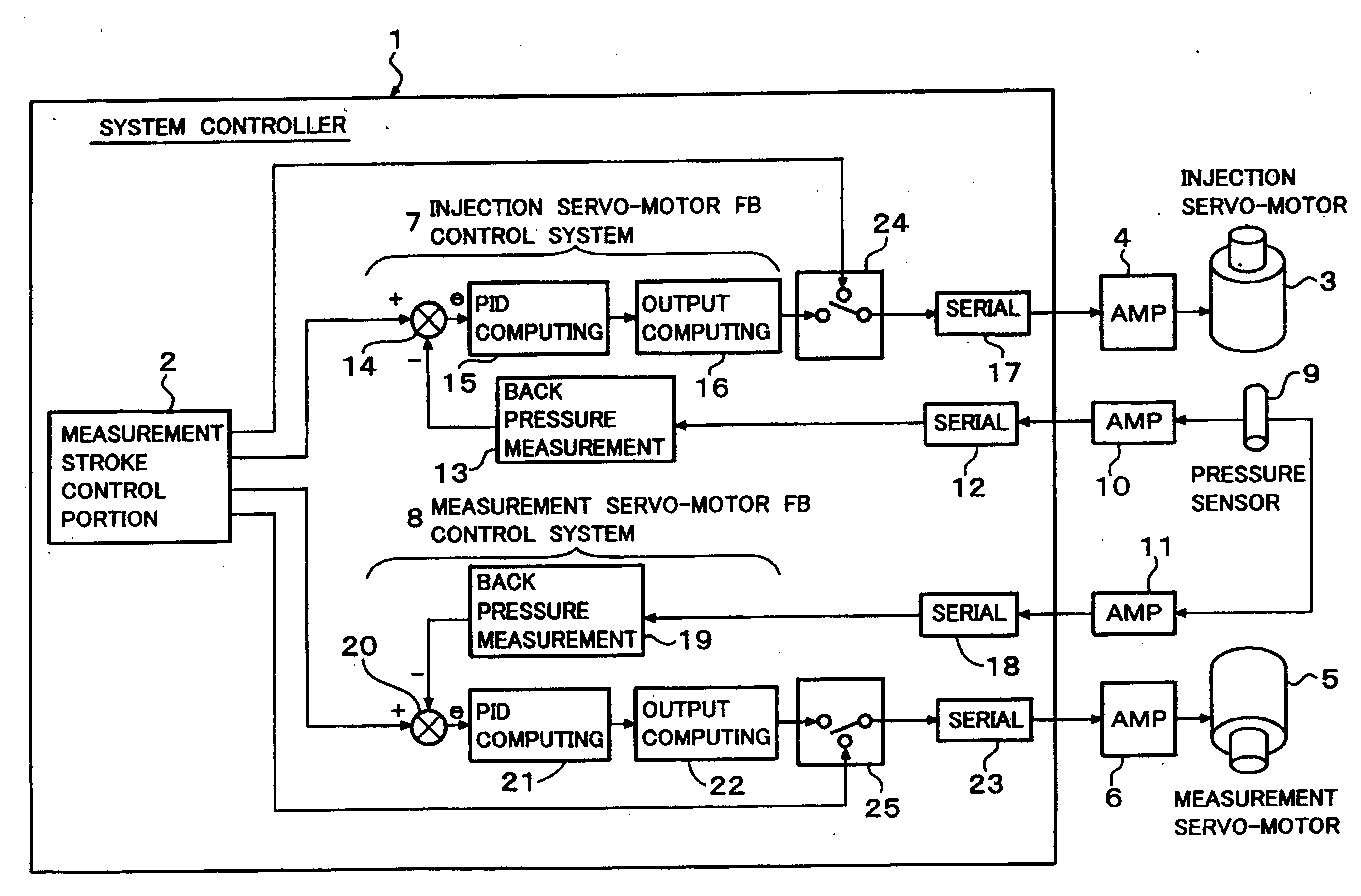
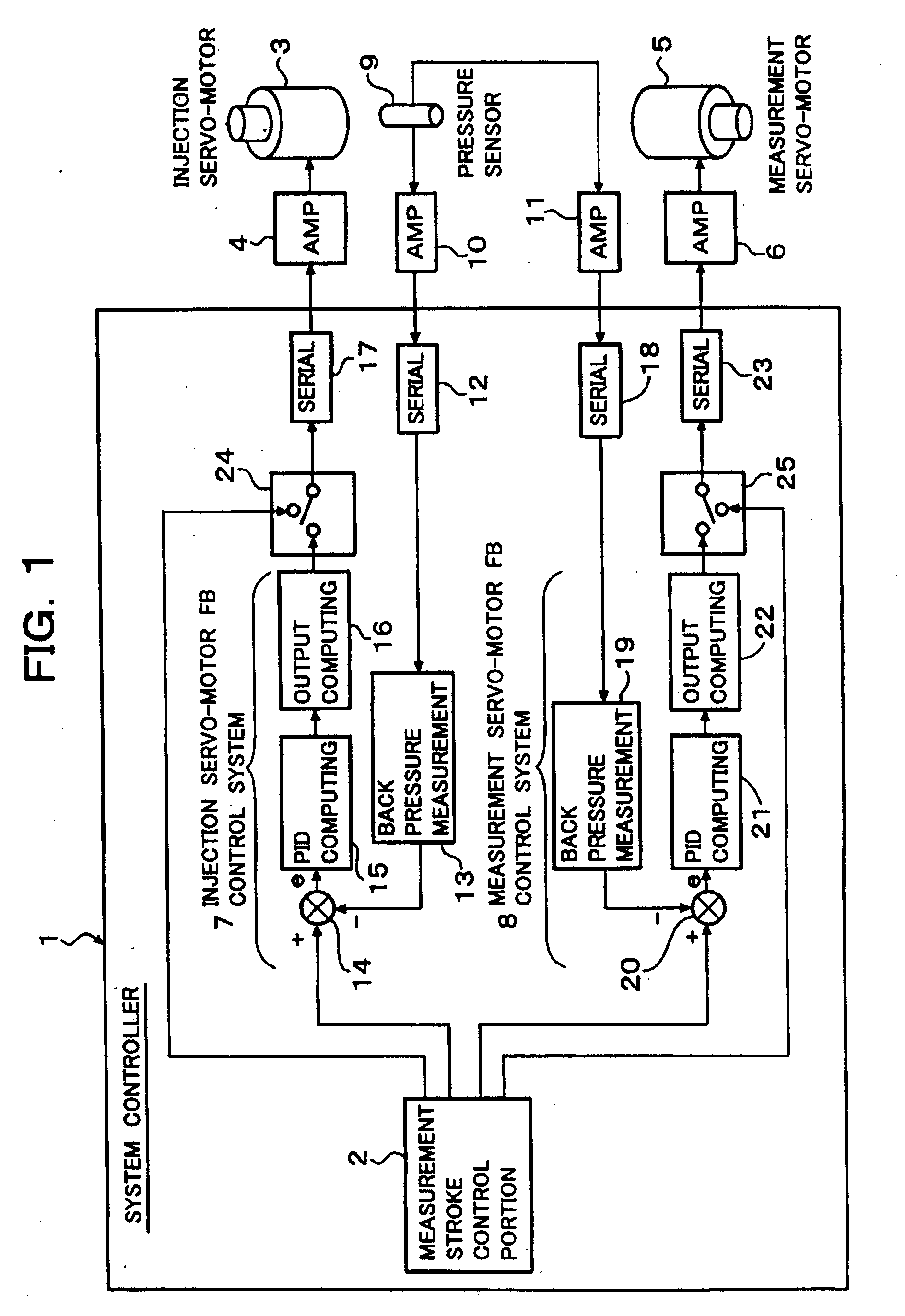
[0019] An embodiment of the present invention will be described below with reference to the drawings. FIG. 1 is a block diagram showing the configuration of a measurement control system in a motor-driven in-line screw type injection molding machine according to an embodiment of the present invention (hereinafter referred to as “this embodiment”).
[0020] In FIG. 1, the reference numeral 1 represents a system controller for administering control all over the injection molding machine. Here, only the configuration of a measurement control system is depicted in the system controller 1 in order to simplify the illustration.
[0021] In FIG. 1, the reference numeral 2 represents a measuring stroke control portion for administering host control of measurement operation. The measuring stroke control portion 2 supplies a command output directly to an amplifier 4 through a control changeover switch 24 and a serial port 17 so as to perform open control to control the driving of an injection serv...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Time | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More