

An obstacle-free butt welding method for straight pipes with small diameter
A welding method and barrier-free technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of concave root, incomplete penetration, etc., increase the amount of welding joints, increase the first pass rate, reduce Effect of auxiliary workload
Active Publication Date: 2009-03-04
SHANGHAI BOILER WORKS
View PDF3 Cites 0 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
[0002] In the production process of large-capacity steam boilers, pipes with a diameter of Φ22mm-72mm and a wall thickness of δ≥4mm are called small-diameter pipes. Butt welding of small-diameter pipes is an important processing method for pipes on the heating surface of boilers. The welding quality The quality has a direct impact on the manufacturing cost and production schedule. The traditional welding method is to use manual argon tungsten arc welding for the back cover and manual arc welding for the cover. This welding method is most likely to produce root concavity and Incomplete penetration defect
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
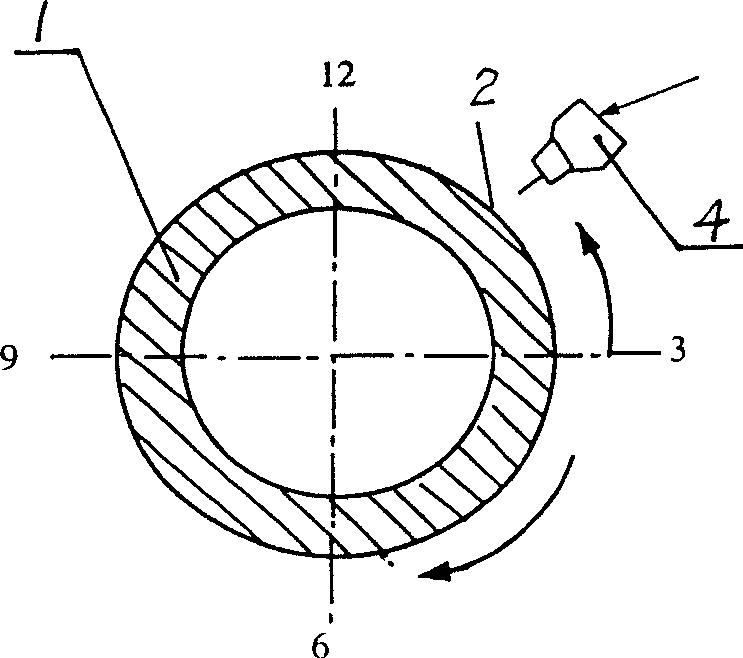
[0013] Such as figure 1 As shown, it is a schematic diagram of the welding direction of the barrier-free small-diameter straight pipe at the horizontal position. The rolling continuous wire welding method is adopted, and the entire welding joint 1 is regarded as a clock. The torch 4 always stays at the two o'clock position, and is in the state of welding toward twelve o'clock. Increase the welding current until the molten pool appears, and adopt the method of continuously adding welding wire, so that the metal in the molten pool can be welded under the action of gravity and arc blowing force. Fully penetrate the root of the weld and fully fuse with the base metal at both ends.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
The present invention relates to an unobstructed small-caliber straight pipe butting welding method which is characterized in the rolling type continuous filament-feeding welding method, meaning regarding the full crater as a clock wherein the bottom is 6 o'clock and the left and right side is separately 3 o'clock and 9 o'clock and the welding torch always stays at 2 o'clock, showing 12 o'clock welding state, increasing the welding current, using continuous filament feeding welding method after a fuse bath happens, which makes the fused bath metal fully filter the welding line base and the welding line fully fused with the mother materials at the two ends at the effect of gravity and arc blowing force. The present invention has the virtue of 'rolling type' butting joint, which greatly reduces subsidiary workload, accelerates production circulation, increases crater butting joints, effectively controls and prevents the production of inside recess and inadequate penetration flaw and increases the percent of pass from 93% to 97-98%, which greatly accelerates the production circle.
Description
technical field [0001] The invention relates to a barrier-free butt welding method for small-diameter straight pipes, which can be used for welding pipes on the heating surface of power station boilers, and belongs to the technical field of small-diameter pipe welding. Background technique [0002] In the production process of large-capacity steam boilers, pipes with a diameter of Φ22mm-72mm and a wall thickness of δ≥4mm are called small-diameter pipes. Butt welding of small-diameter pipes is an important processing method for pipes on the heating surface of boilers. The welding quality The quality has a direct impact on the manufacturing cost and production schedule. The traditional welding method is to use manual argon tungsten arc welding for the back cover and manual arc welding for the cover. This welding method is most likely to produce root concavity and Incomplete penetration defects. Contents of the invention [0003] The purpose of the present invention is to in...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityPatents(China)
IPC IPC(8): B23K9/028B23K9/12
Inventor许志军
OwnerSHANGHAI BOILER WORKS