

Identical-intensity flexible piping joint clasp and its production
An equal-strength, flexible pipe technology, applied in the direction of pipes/pipe joints/fittings, hose connection devices, mechanical equipment, etc., can solve the problems of low mechanical strength of clamps, inability to achieve equal strength, and high production costs, and achieve energy change. Consumption, changing the process material consumption, changing the weakening effect of the strength of the clamp body
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
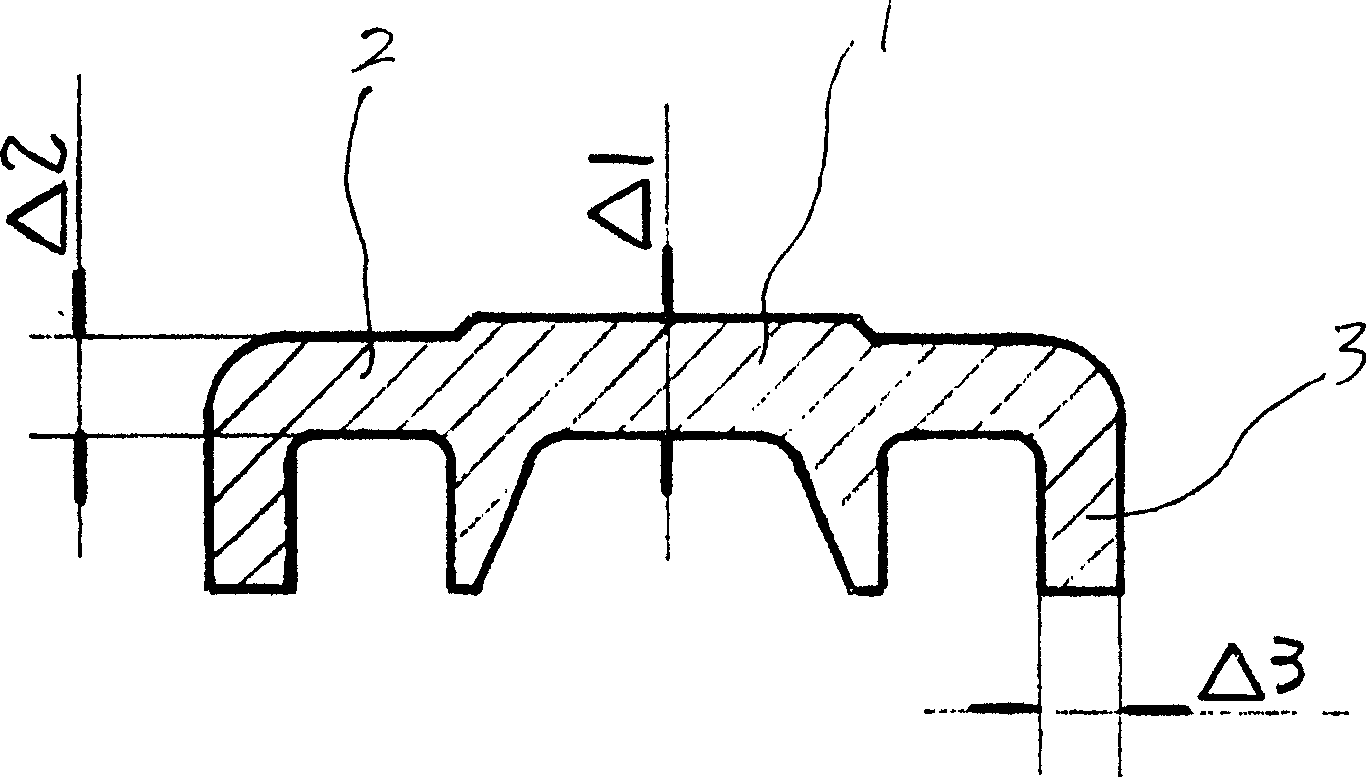
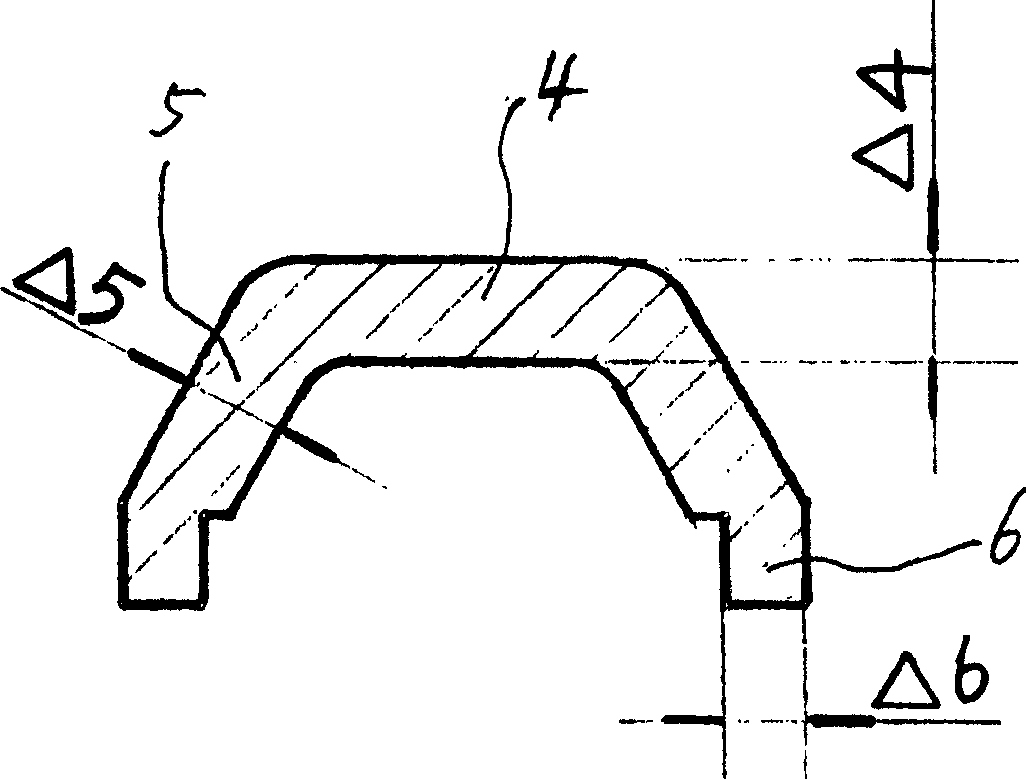
[0010] Specific embodiments 1. An equal-strength flexible pipe joint clamp, which includes a clamp body and ear seats at both ends of the clamp body. The wall thickness of the clamp body is set in proportion. Refer to figure 1 , the wall thickness Δ of the ring wall (1) in the ring clamp body 1 , The wall thickness Δ of the outer ring wall (2) 2 , The wall thickness Δ of the outer wall (3) 3 The ratio between is Δ 1 / Δ 2 =1.2, Δ 2 / Δ 3 = 1.1, the wall thickness Δ of the inner ring wall (4) of the shoulder clamp body 4 , Wall thickness Δ of the shoulder wall (5) 5 , The wall thickness Δ of the outer wall (6) 6 The ratio between is Δ 4 / Δ 5 =1.1, Δ 5 / Δ 6 = 1.1.
specific Embodiment approach 2
[0011] Embodiment 2, a manufacturing method of the above-mentioned equal-strength flexible pipe joint clamp, which includes the following steps: (1) rolling steel strip——rolling out the required steel strip blank on the rolling mill, the steel strip The cross-section of the blank is the same as the section geometry of the manufactured clamp body, see figure 1 , the wall thickness Δ of the inner ring wall (1) of the ring clamp body blank 1 , The wall thickness Δ of the outer ring wall (2) 2 , The wall thickness Δ of the outer wall (3) 3 The ratio between is Δ 1 / Δ 2 =1.2, Δ 2 / Δ 3 = 1.1, see figure 2 , the wall thickness Δ of the inner ring wall (4) of the blank of the shoulder clamp body 4 , Wall thickness Δ of the shoulder wall (5) 5 , The wall thickness Δ of the outer wall (6) 6 The ratio between is Δ 4 / Δ 5 =1.1, Δ 5 / Δ 6 = 1.1. (2) Blanking - according to the double length of the arc length of the clamp body, the corresponding length of the steel strip blank...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More