

Forming method of spiral subsection blade
A molding method and blade technology, which is applied in the field of pressure processing, can solve the problems that the molding capacity of the press cannot meet the pressing requirements of segmented blades, cannot manufacture equal-thickness spiral blades, and the thickness of the spiral blades is uneven, so as to improve the utilization rate of materials, The effect of reduced driving power and small residual deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] The present invention will be further described below in conjunction with drawings and embodiments.
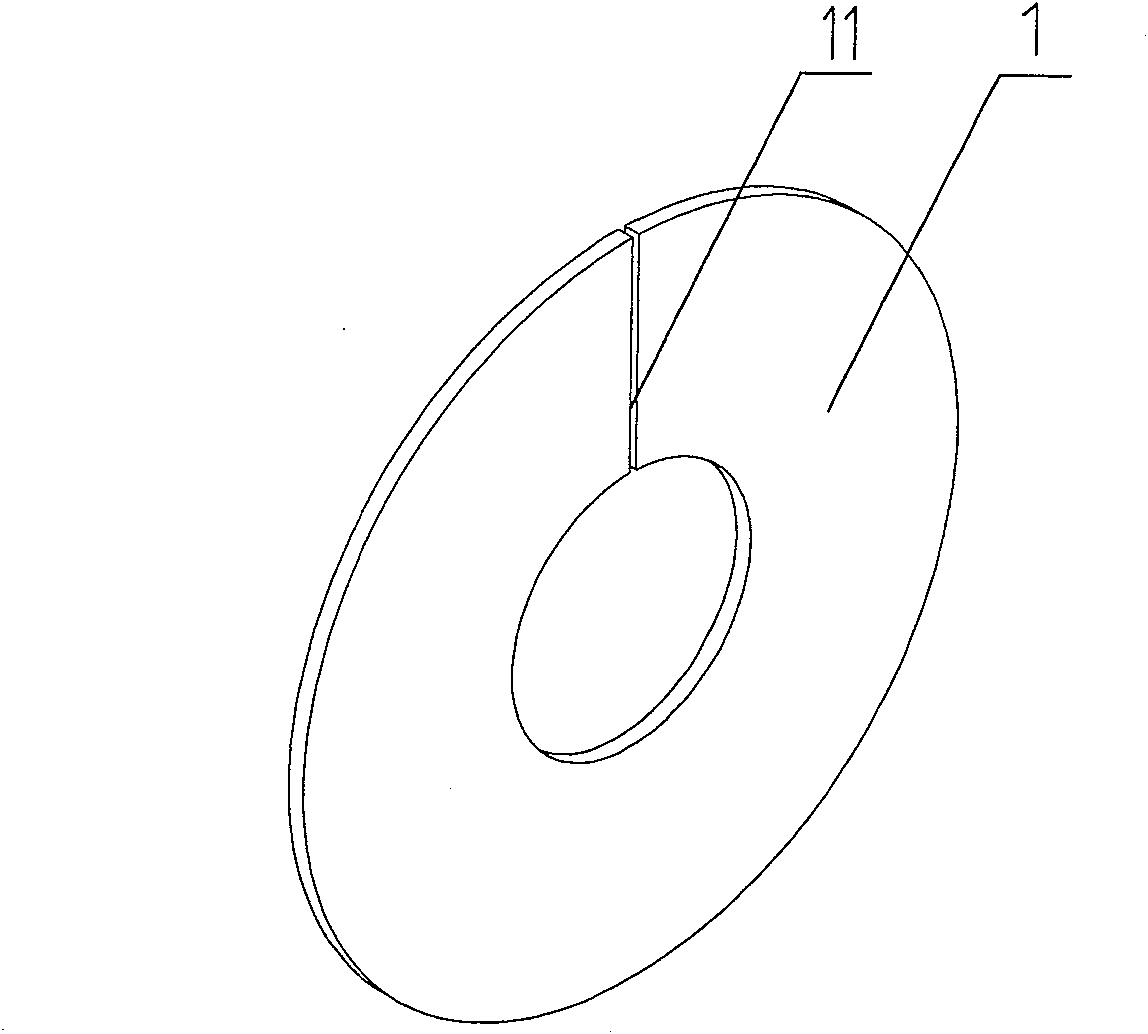
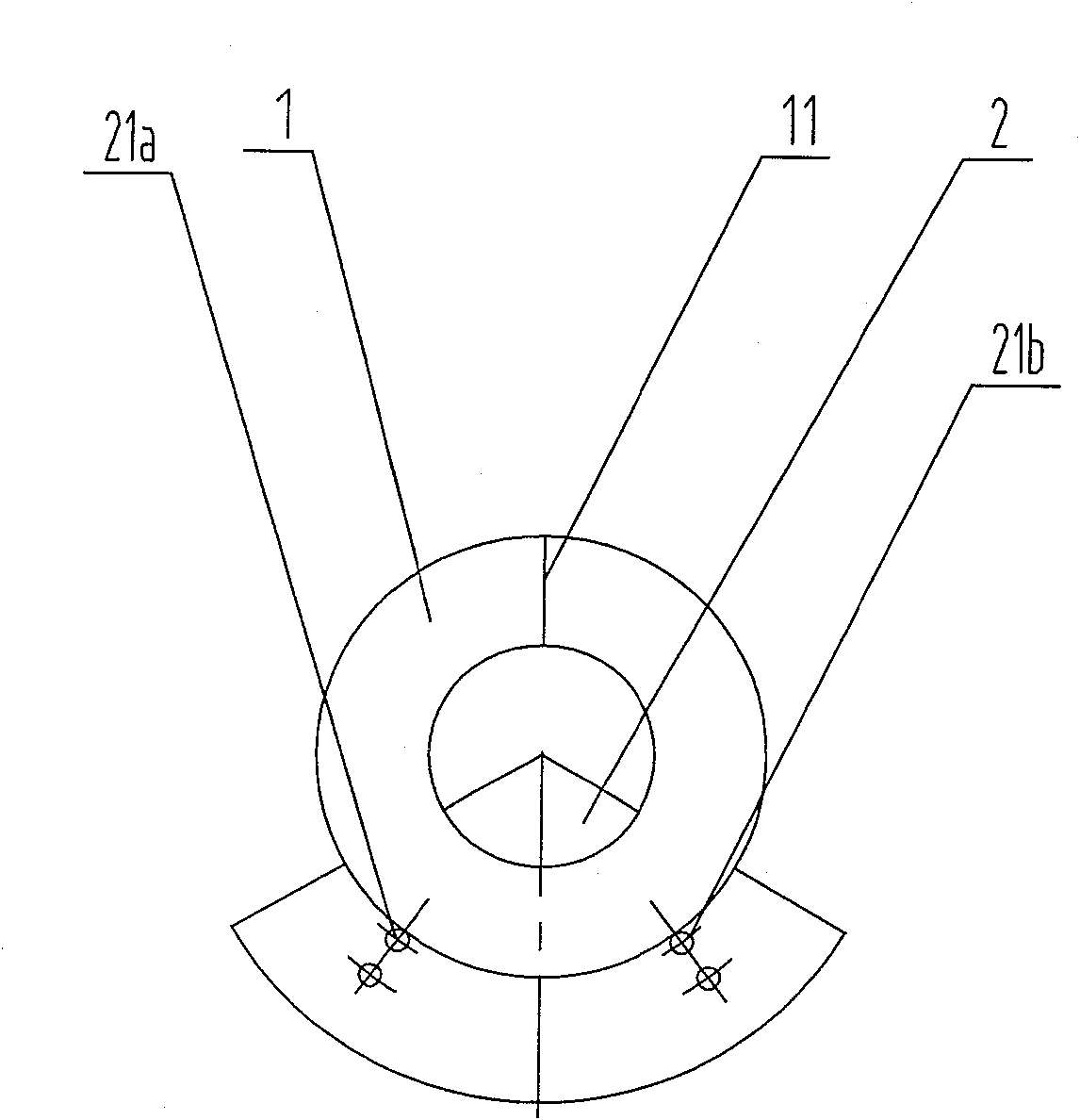
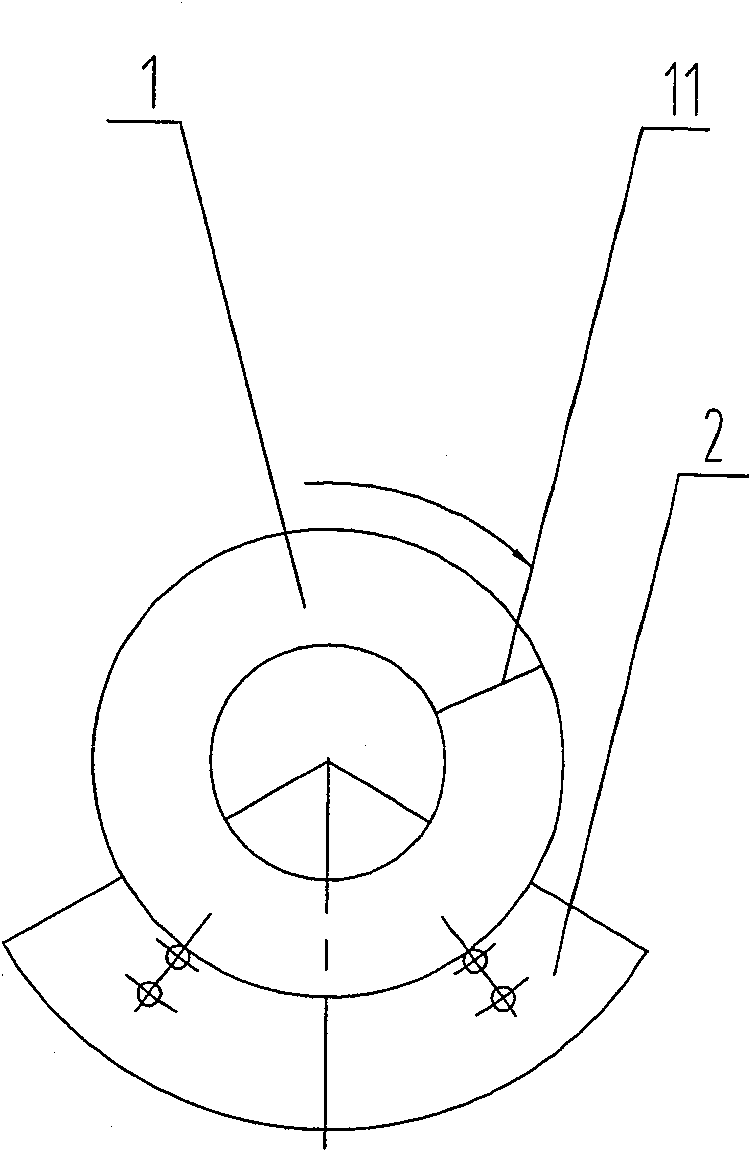
[0032] The ring blank that the present invention adopts is as figure 1 As shown, a straight slit 11 is cut between the radial inner hole and the outer circle of the ring 1 . The blank preparation of the present invention is according to the size requirements of the required spiral blades, the plate is first made into a circular ring blank 1 by CNC flame cutting or plasma cutting, and then according to the radial direction of the circular ring, in the inner hole of the circular ring Cut a straight slit 11 between the outer circle and the outer circle, and the formed blank annulus is close to 360°. When the existing integral molded blank is formed into spiral segmented blades, fan-shaped gaps must be cut out on the ring surface of the circular ring blank, and the fan-shaped ring surface of the formed blank is less than 360°. Obviously, the blank area of the latter is s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More