

Method for lubrication in heat-rolling process
A process lubrication and rolling mill technology, which is applied in the direction of rolls, metal rolling, manufacturing tools, etc., can solve the problems of small service life of support rolls, small reduction in rack load, and large rack load, etc., to improve production capacity and production efficiency , Rack vibration mitigation, reduce the effect of roll changing cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] The method for hot rolling process lubrication comprises the following steps:
[0028] (1) Selection of hot-rolling oil: select a hot-rolling oil with certain performance indicators, and some performance indicators of the hot-rolling oil selected in the implementation are shown in Table 1.
[0029] Table 1 Some performance indicators of hot rolling oil
[0030] Exterior
yellow transparent liquid
Density (g / cm 3 )
0.89
Viscosity (40℃, mm 2 )
320
Acid value (mgKOH / g)
1
Saponification value (mgKOH / g)
40
Tipping point (°C)
214
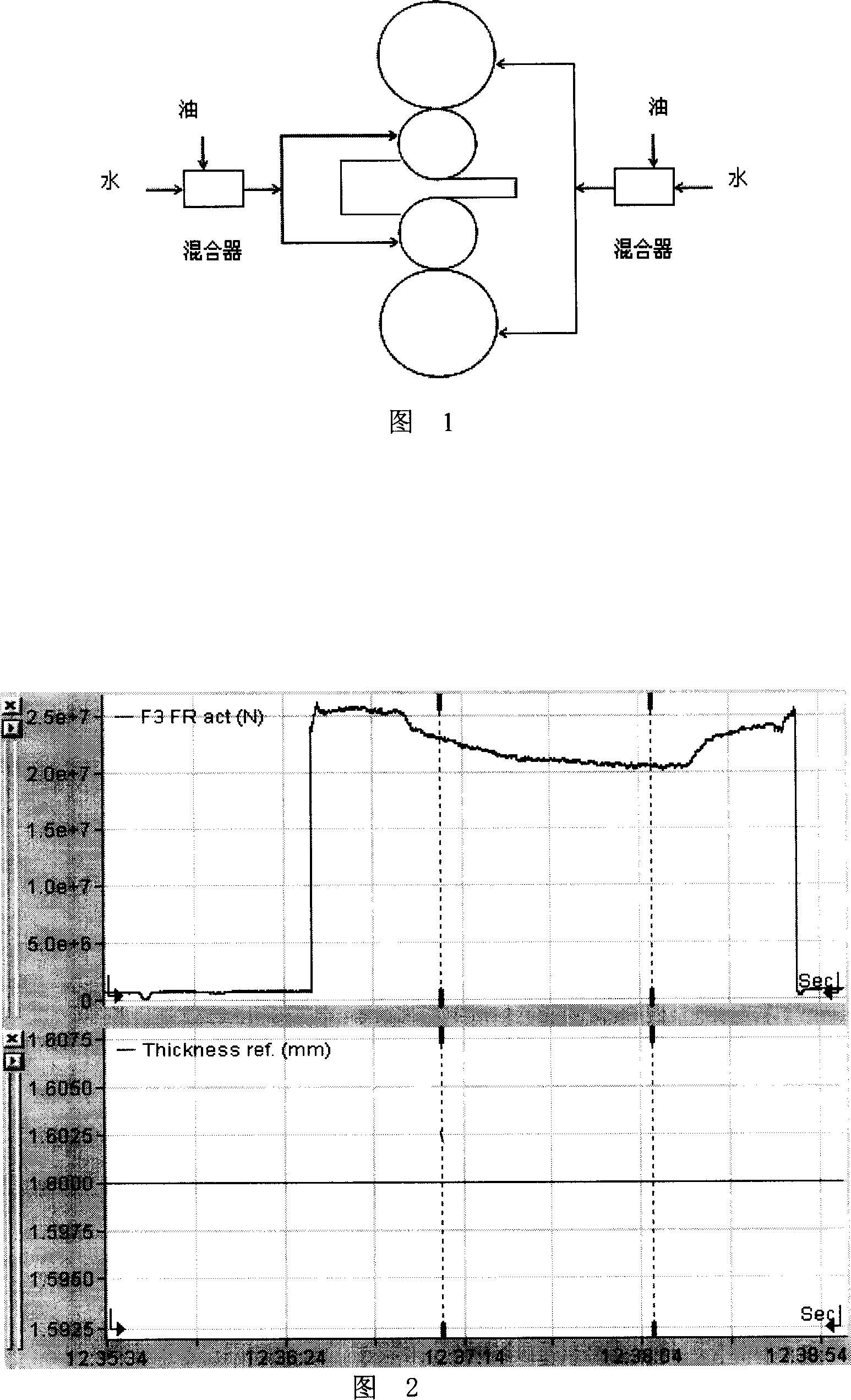
[0031] (2) The water cutting plate of the upper supporting roller is installed on the outlet side of the frame, and the angle between the installation angle and the horizontal direction is 45°; the water cutting plate of the lower supporting roller is installed on the lower inlet side of the frame, and the installation angle is 25° from the radial dir...
Embodiment 2
[0041] Relevant difference specifically comprises the following aspects in embodiment 2 and embodiment 1, all the other are with embodiment 1:
[0042] (1) The water cutting plate of the upper support roller is installed on the outlet side of the frame, and the angle between the installation angle and the horizontal direction is 60°. to 35°.
[0043] (2) The nozzle applied to the upper support roll is installed under the water cutting plate of the upper support roll, the angle with the center of the upper support roll in the horizontal direction is 5° and vertical to the roll surface, and the nozzle is 250mm away from the roll surface; the nozzle installed on the lower support roll The horizontal direction between the lower exit side of the frame and the center of the lower support roller is 45° and vertical to the roller surface, and the distance from the nozzle to the roller surface is 240mm.
[0044] (3) The oil supply of the upper and lower work rolls is 300ml / min, the wo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| acid value | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More