

Method of welding the plug in type connection nozzle and the un-orthogonal crossed connection nozzle of the cylinder
A welding method and plug-in technology, applied in welding equipment, arc welding equipment, edge parts of workpieces, etc., can solve the problems of difficult to guarantee welding quality, difficult groove processing, low utilization rate of welding electrodes, etc., to save welding materials, improve Welding efficiency and the effect of improving welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
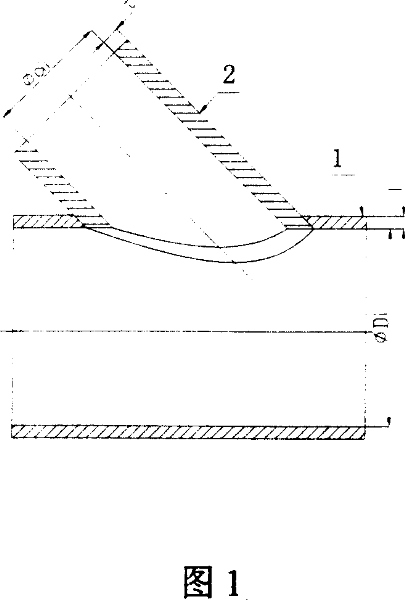
[0028] Plug-in nozzle 2 size: inner diameter 1800mm, wall thickness 280mm; barrel 1 size: inner diameter 3400mm, wall thickness 210mm; welding method:
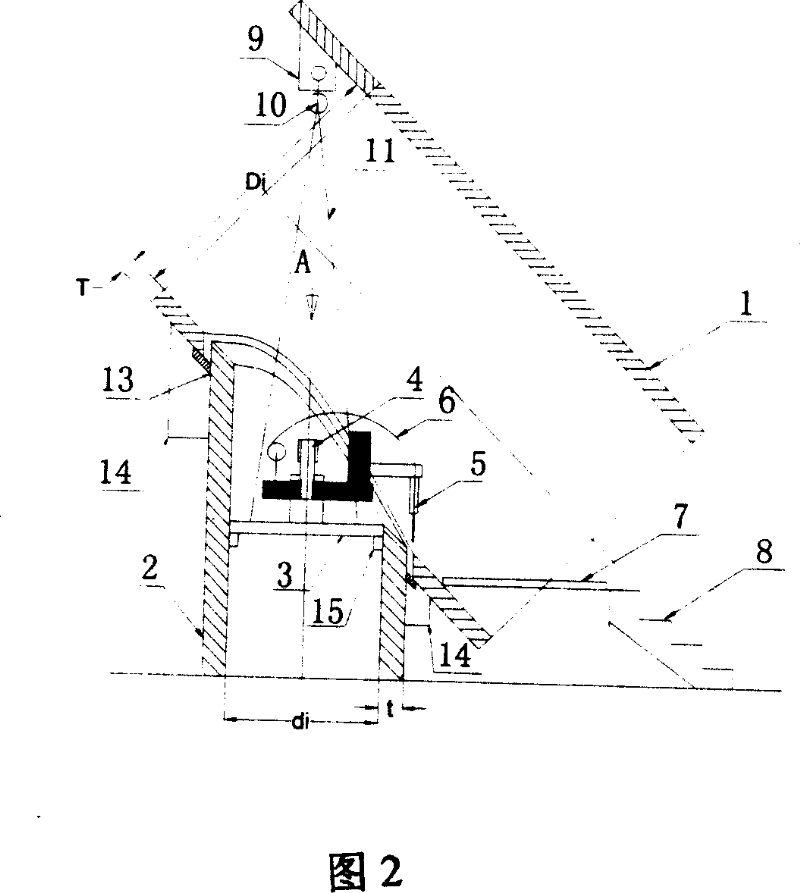
[0029] As shown in Figure 2, it is a schematic diagram of welding the lower part of the weld. First, use a crane to insert the connecting pipe 2 into the perforated cylinder 1 and assemble it properly as required. 12 anti-deformation rigid fixed ribs 14 are uniformly arranged on the outside of the body 1 and the connecting pipe 2 and welded properly;
[0030] Then use a crane to place the assembled non-right-angled intersecting plug-in nozzle and the cylinder workpiece according to the orientation shown in Figure 2, that is, the nozzle 2 is vertically placed on the ground at the bottom, and the cylinder 1 is placed obliquely at the top. After the workpiece is placed and fixed, place it on the cylinder. The working platform 7 and temporary stairs 8 are installed at the lower port of the body 1, the fixed platform 3 of the hoist...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More