Heating and forming method for cold bending sectional steel and cold bending sectional steel produced by the same
A technology of cold-formed steel and heating forming, which is applied in the field of cold-formed steel, can solve problems such as insufficient rigidity, limited plastic flow performance, and distortion of the center beam, and achieve the effects of improving plasticity and fluidity, reducing overall load, and easily deforming
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
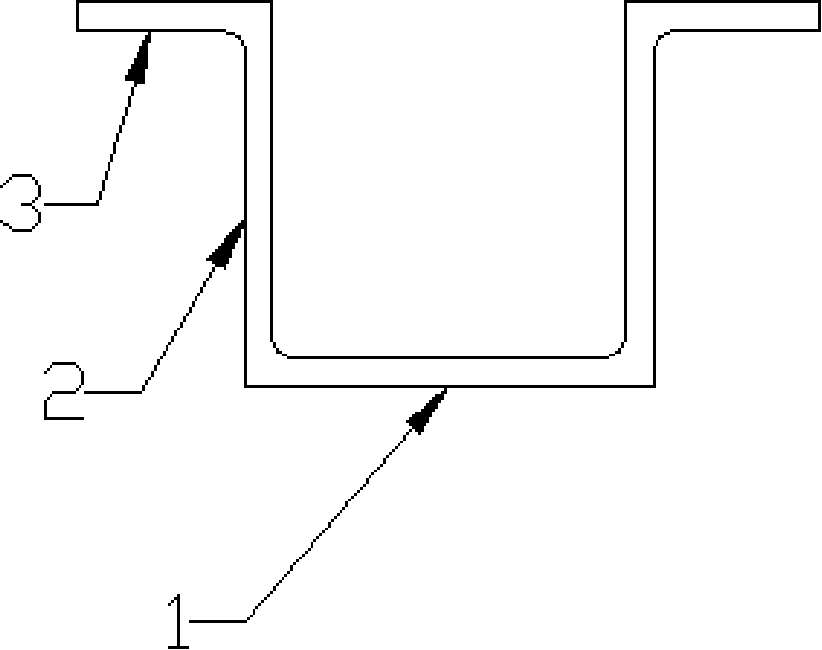
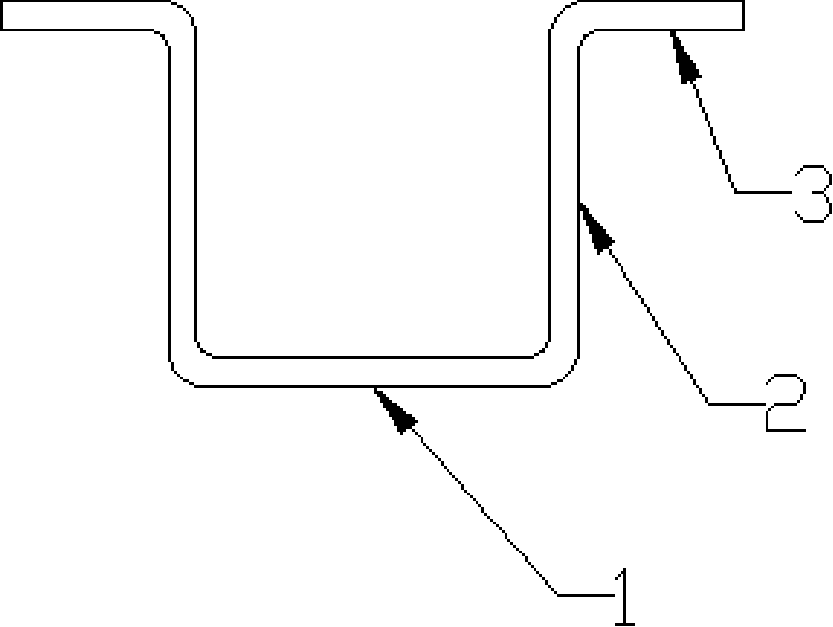
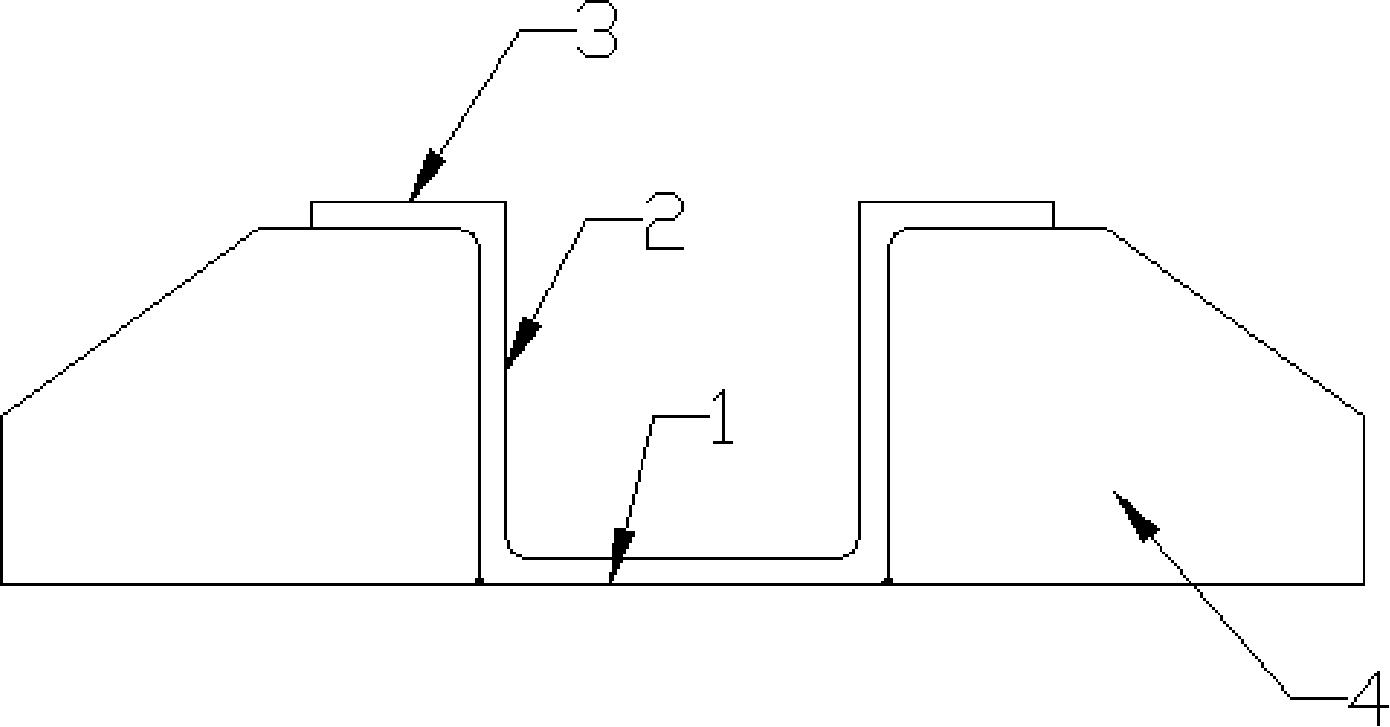
[0022] The cross-sectional shape of the sharp right-angle middle beam of the cold-formed railway freight car involved in the present invention is a "hat" shape, which is composed of three parts such as the bottom plate 1, the web 2, and the brim 3. It is an integral structure, and is characterized in that: the bottom plate 3 The radius of the two outer fillets at both ends shall not exceed 8mm, and the radius of the outer fillet between the web 2 and the brim 3 shall not exceed 8mm.
[0023] Firstly, the round and right-angle "hat" type middle beam is produced on the roller continuous cold bending machine by common pass and simultaneous forming method, and then the arc part and its surrounding area are heated by the online heating device until the material at this part has a good quality Then the billet enters the specially designed pass that acts as an upsetting pressure, so that the round right angle part is upset to form a sharp right angle, and finally the finished product ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More