

Method for simultaneously rolling three metal composite boards by composite blanks
A metal composite plate and metal plate technology, applied in metal rolling, metal rolling, metal processing equipment, etc., can solve the problems of composite thin plate welding unfavorable cold rolling process, no technical reports, etc., and achieve simple processing method , reduce the cost of use, and facilitate the use of the effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
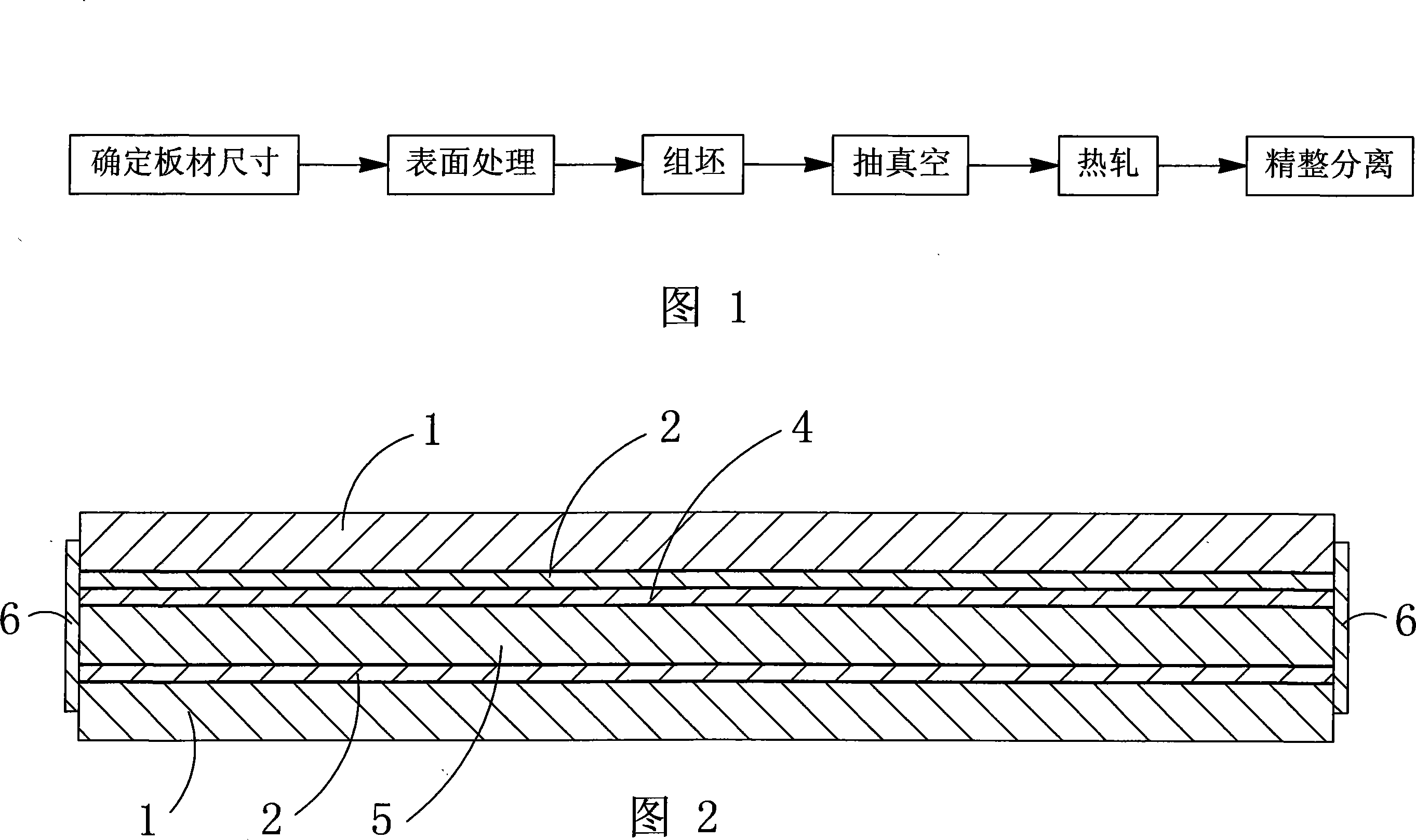
[0017] Manufacture a composite blank with a width of 1500mm×270mm×2500mm, and simultaneously roll two carbon steel-stainless steel clad plates with a thickness of 3mm and a double-layer stainless steel clad sheet with a thickness of 3mm with a rolling mill, and the base layer of the carbon steel-stainless steel clad plate The carbon steel plate adopts Q235 plate with a thickness of 2.5mm, the clad stainless steel plate adopts 304 stainless steel with a thickness of 0.5mm; , the thickness is 0.5mm; by calculating the thickness of the slab: the thickness of the base carbon steel plate is 75mm, a total of two; The six boards are assembled according to the structure shown in Figure 2, and the blanks are assembled in the way of using brazing material. After the blanks are assembled, the holes are drilled and heated to 400±10°C, and kept for 30 minutes, and the vacuum is kept at 1×10 -2 About Pa, then close the vacuum port, put it in a heating furnace and heat it to 900°C, and carry...
Embodiment 2
[0019] Manufacture a composite billet of width 1500mm×thickness 240mm×2500mm, and roll two carbon steel-stainless steel clad plates with a thickness of 2mm and a double-layer stainless steel clad plate with a thickness of 2mm at the same time with a coil rolling mill, wherein the base layer of the carbon steel-stainless steel clad plate The carbon steel plate adopts Q235 plate with a thickness of 1.5mm, the clad stainless steel plate adopts 304 stainless steel with a thickness of 0.5mm; , the thickness is 0.5mm; by calculating the thickness of the slab: the thickness of the base carbon steel plate is 60mm, a total of two; The six boards are assembled according to the structure shown in Figure 2, and the blanks are assembled in the way that no brazing material is used. After the blanks are assembled, the holes are drilled and heated to 400±10°C, and kept for 30 minutes, and the vacuum is kept at 1× 10 -3 About Pa, then close the vacuum port, put it in a heating furnace and hea...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More