

Hot continuous rolling mill loop control method and used controller
A hot tandem rolling mill and control method technology, applied in metal rolling, metal rolling, tension/pressure control and other directions, can solve the problems of inaccurate compensation, deviation of compensation value, aggravated looper fluctuation, etc., to improve control accuracy, The effect of improving control performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
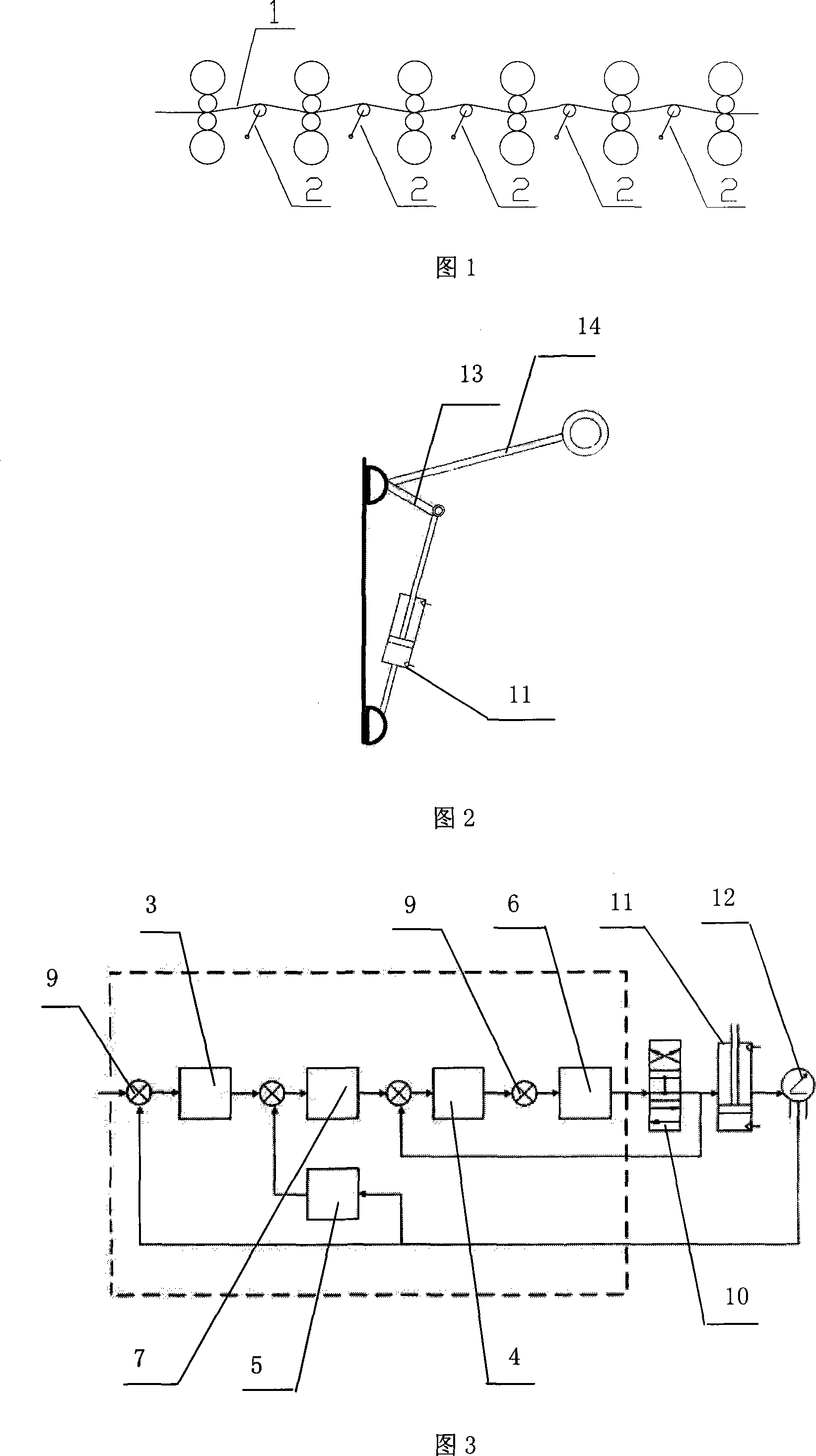
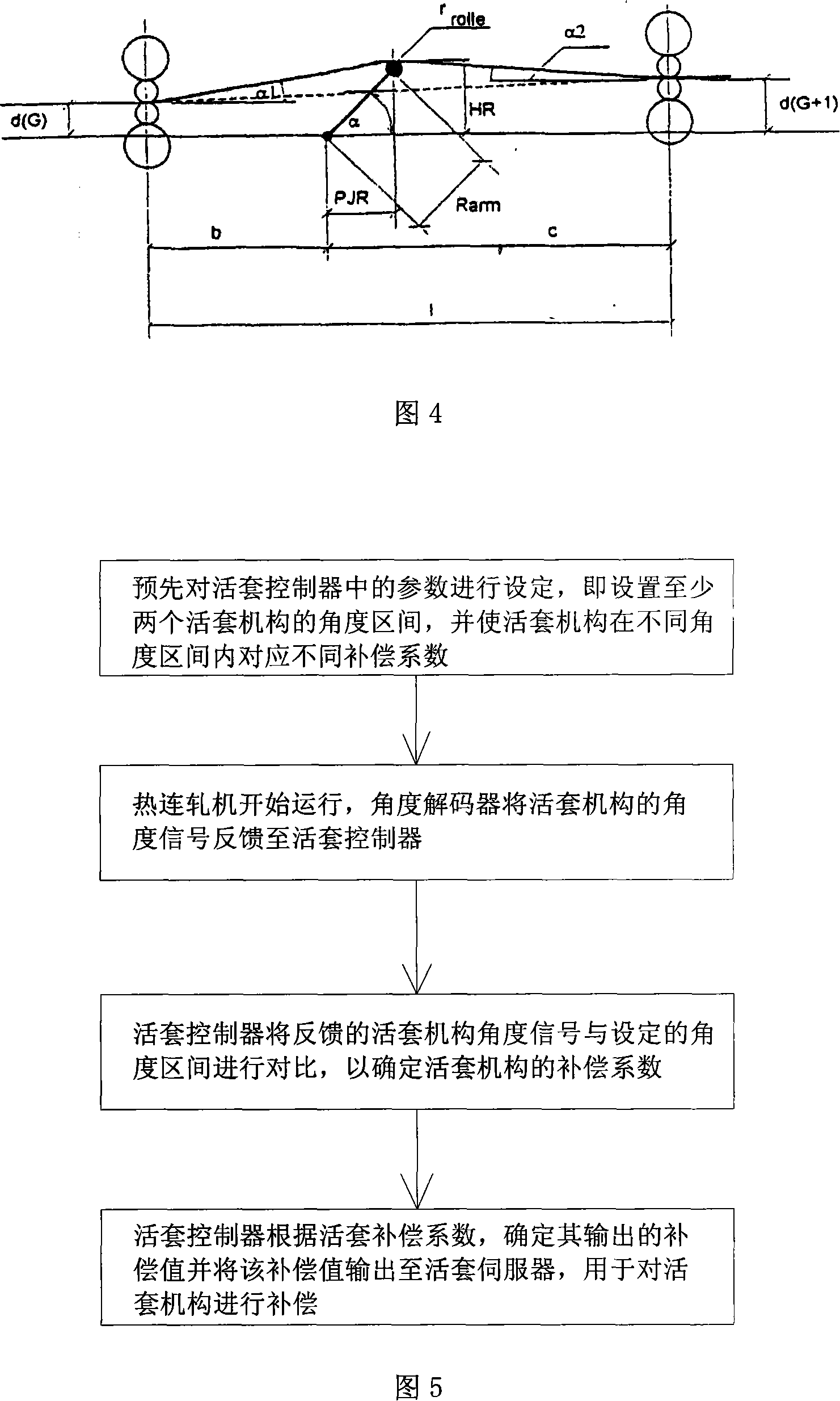
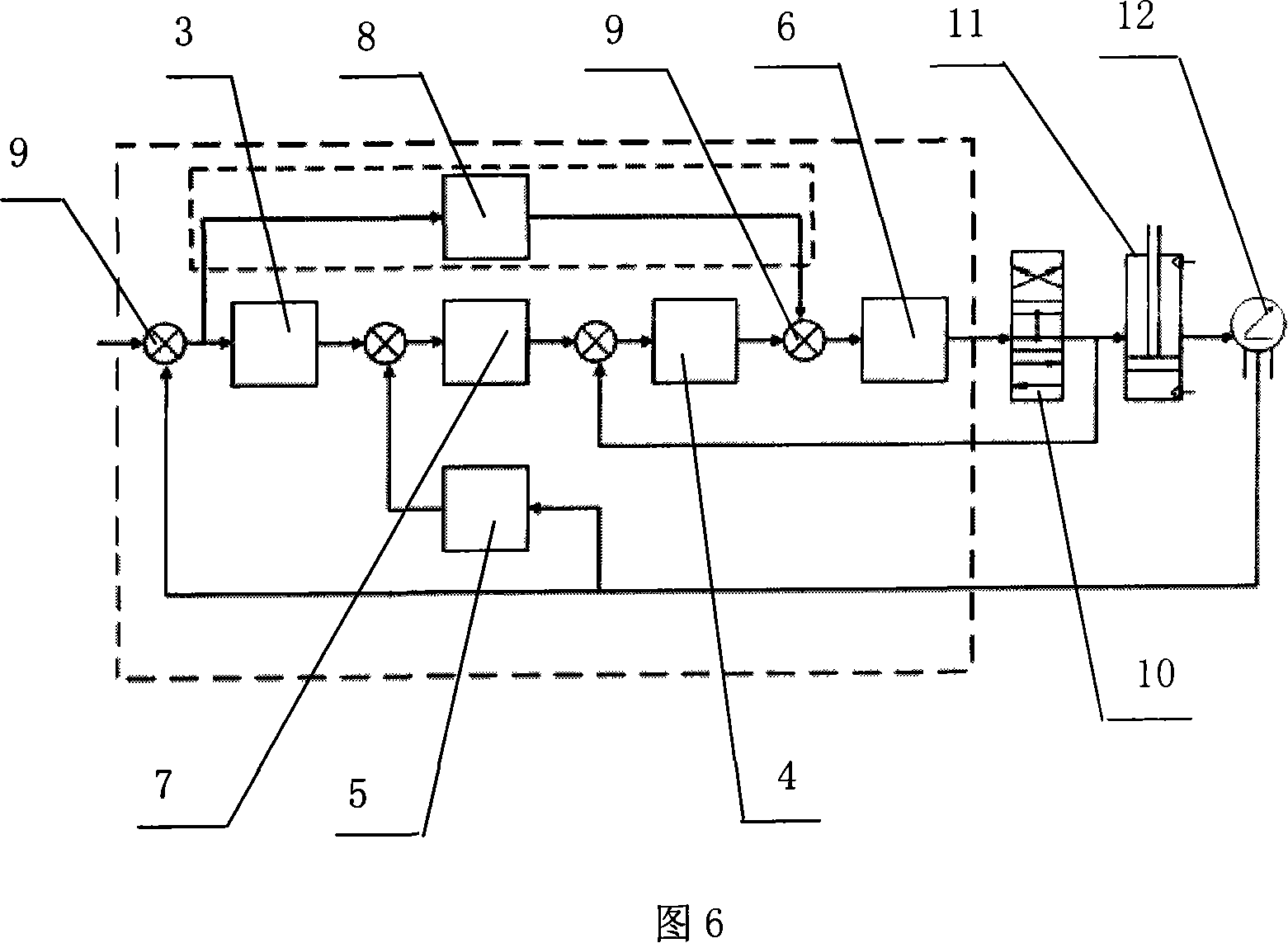
[0051] As shown in Figure 5, a kind of looper control method of hot rolling mill, this method comprises the following steps:
[0052] a. Set the parameters in the looper controller in advance, that is, set the angle intervals of at least two looper devices 2, and make the looper devices 2 correspond to different compensation coefficients in different angle intervals;
[0053] b. The hot rolling mill starts to run, and the angle decoder 12 feeds back the angle signal of the looper device 2 to the looper controller;
[0054] c. The looper controller compares the angle signal of the looper device 2 fed back with the set angle range to determine the compensation coefficient of the looper device 2;
[0055] d. The looper controller determines the output compensation value according to the looper compensation coefficient and outputs the compensation value to the looper servo valve
[0056] 10, used to compensate the looper device 2.
[0057] During the working process of the hot r...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More