

Wheel steel for heavy duty goods train and manufacture method thereof
A technology for railway wagon and wheel steel, which is applied in the field of steel for railway wagon wheels with an axle load of 25 tons or more and below 120 km/h and its preparation, and can solve the problems of poor resistance to thermal damage, internal fatigue crack growth, and poor wear resistance , toughness and other issues, to achieve the effect of improving thermal damage resistance, enhancing wear resistance, and improving stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] The molten steel is formed through converter steelmaking process, LF furnace refining process, VD vacuum treatment process, continuous casting into round billet process, ingot cutting and rolling process, heat treatment process, processing, and finished product inspection process. The heat treatment process is as follows: heat treatment at 850°C for 2.5 hours, water spray quenching for 200 seconds, and tempering treatment at 500°C for 4 hours. See Table 1 for the weight percent concentration of various elements in molten steel.
[0030] The metallographic state of the wheel rim made in this embodiment is consistent with the wheel made in the prior art, both are fine pearlite + a small amount of ferrite, which shows that the material of the present invention has good wear resistance, and does not give The preparation of the wheels increases any difficulty.
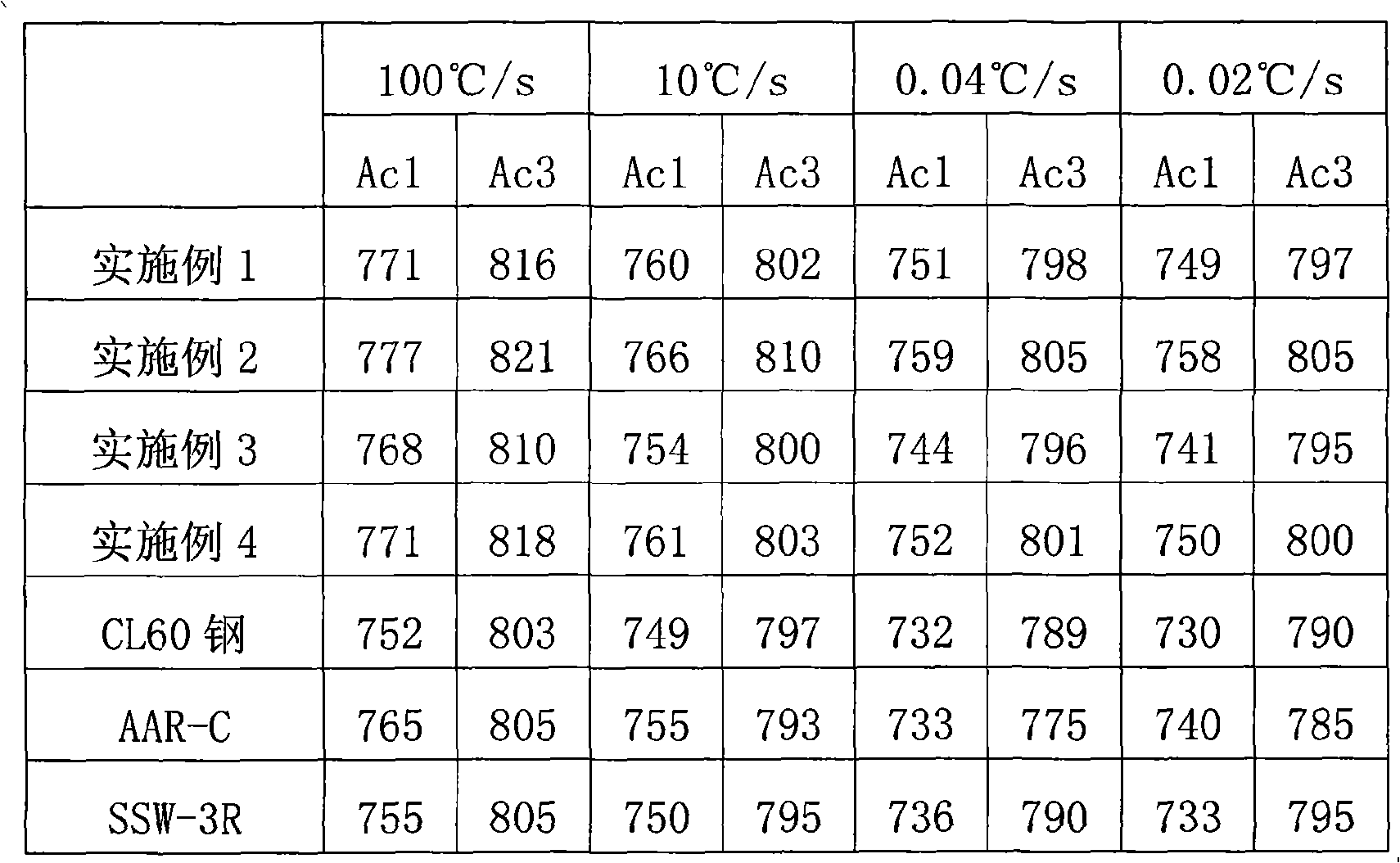
[0031] The changes of phase transition temperature Ac1 and Ac3 points under different heating rates obtained by th...
Embodiment 2
[0036] The molten steel is formed through converter steelmaking process, LF furnace refining process, VD vacuum treatment process, continuous casting into round billet process, ingot cutting and rolling process, heat treatment process, processing, and finished product inspection process. The heat treatment process is as follows: heat treatment at 850°C for 2.5 hours, water spray quenching for 200 seconds, and tempering treatment at 500°C for 4 hours. See Table 1 for the weight percent concentration of various elements in molten steel.
[0037] The metallographic state of the wheel rim made in this embodiment is consistent with the wheel made in the prior art, both are fine pearlite + a small amount of ferrite, which shows that the material of the present invention has good wear resistance, and does not give The preparation of the wheels increases any difficulty.
[0038] The changes of phase transition temperature Ac1 and Ac3 points under different heating rates obtained by th...
Embodiment 3
[0043] The molten steel is formed through converter steelmaking process, LF furnace refining process, VD vacuum treatment process, continuous casting into round billet process, ingot cutting and rolling process, heat treatment process, processing, and finished product inspection process. The heat treatment process is as follows: heat treatment at 850°C for 2.5 hours, water spray quenching for 200 seconds, and tempering treatment at 500°C for 4 hours. See Table 1 for the weight percent concentration of various elements in molten steel.
[0044] The metallographic state of the wheel rim made in this embodiment is consistent with the wheel made in the prior art, both are fine pearlite + a small amount of ferrite, which shows that the material of the present invention has good wear resistance, and does not give The preparation of the wheels increases any difficulty.
[0045] The changes of phase transition temperature Ac1 and Ac3 points under different heating rates obtained by th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More